Химия и Химики № 1 2020
Журнал Химиков-Энтузиастов
| Оглавление | Видео опыты по химии | Видео опыты по физике | На главную страницу |
|
Химия и Химики № 1 2020 Журнал Химиков-Энтузиастов |
Гальванические ванны (фото и видео) ч.1, 1a Galvanizing baths (photos and video) В.Н. Витер |
|
Обнаружив ошибку на странице, выделите ее и нажмите Ctrl + Enter
Ванна щелочного цинкования
Анализ электролита ванны щелочного цинкования и работа самой ванны уже были описаны в статье Ванна щелочного цинкования. Alkaline zinc galvanizing bath [ссылка].Alkaline zinc galvanizing bath Ниже даны фотографии и видео работы данной ванны. Увы, ничего показательного и тем более - эстетического. Более того, я имею дело с самими ваннами - отвечаю за их работоспособность (провожу анализы, добавляют гальванические добавки, корректирую основные компоненты (или говорю рабочим, чего и сколько нужно добавить), но я мало сталкиваюсь с изделиями, которые в этих ваннах покрывают. Принимают и отдают заказы менеджеры (которые номинально числятся технологами), а наносят покрытия рабочие. Я имею дело с изделиями в основном тогда, когда получается бракованное покрытие и нужно решать, что делать с ванной, чтобы она снова нормально работала. Поэтому на видео изображен сам процесс, а не его результат. Надеюсь, что видео и фото передадут колорит работы цеха гальваники. |

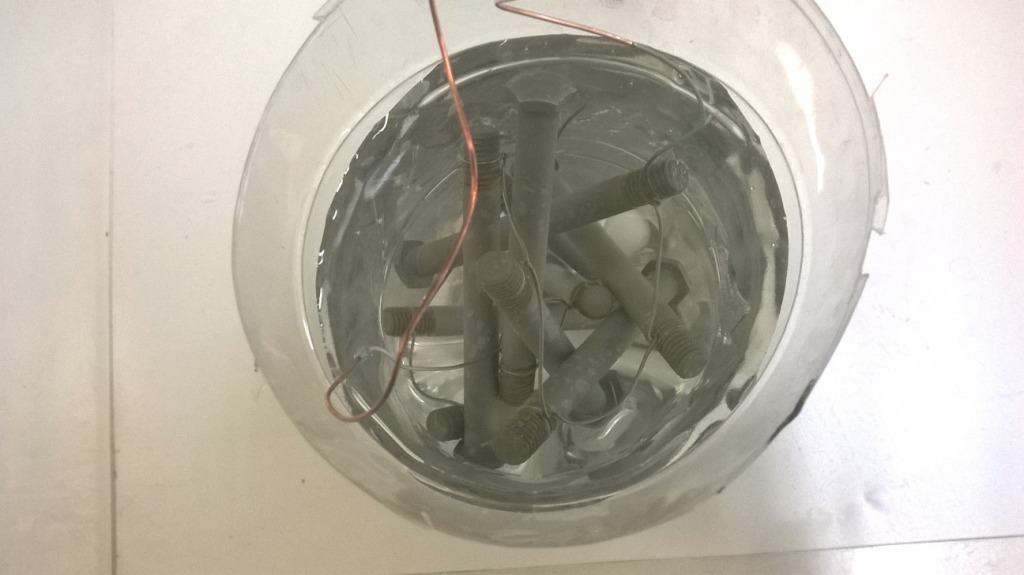
Покрытие мелких деталей цинком с использованием металлической корзинки |

|

|

Детали перед ванной электрохимического обезжиривания |

|

|

Нанесение цинкового покрытия с использованием вращающегося барабана |

|
Болты после нанесения цинкового покрытия (выглядят не эстетично, но потом - после ванны осветления и ванны голубой пассивации цинка - изделия приобретают товарный вид)
|
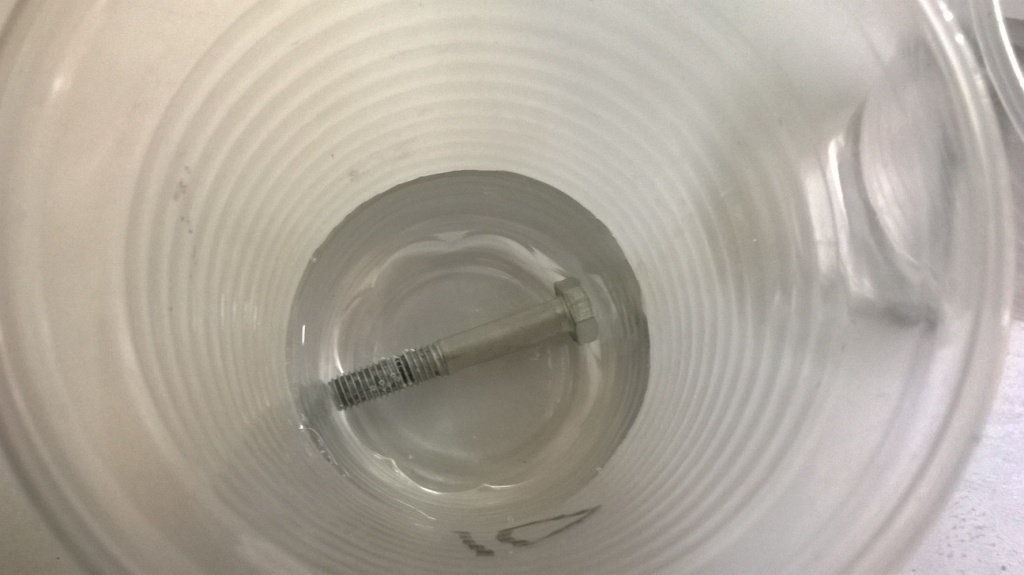
Оцинкованный болт после ванны осветления цинковых покрытий и ванны голубой пассивации. В данном случае с ним проводится тест на коррозионную стойкость - он погружен в стаканчик с раствором хлорида натрия - "солевая камера для бедных" (если делать все по правилам, то изделие помещают не в стакан с раствором, а в специальную солевую камеру, где на него действует аэрозоль раствора соли; задача - чтобы покрытие продержалось заданное время без коррозии или с процентом коррозии не больше допустимого)
|

Цинковый анод. Его разрезают на две части, одну из которых помещают в стальную корзинку и опускают в ванну, чтобы цинк постепенно растворялся от контакта со щелочью. Потенциал не подают, поэтому название "анод" - условное
|

|

Покрываемые цинком изделия подвешены к катодной штанге и погружены в электролит. Наблюдается одновременное выделение пузырьков водорода - довольно интенсивное.
|
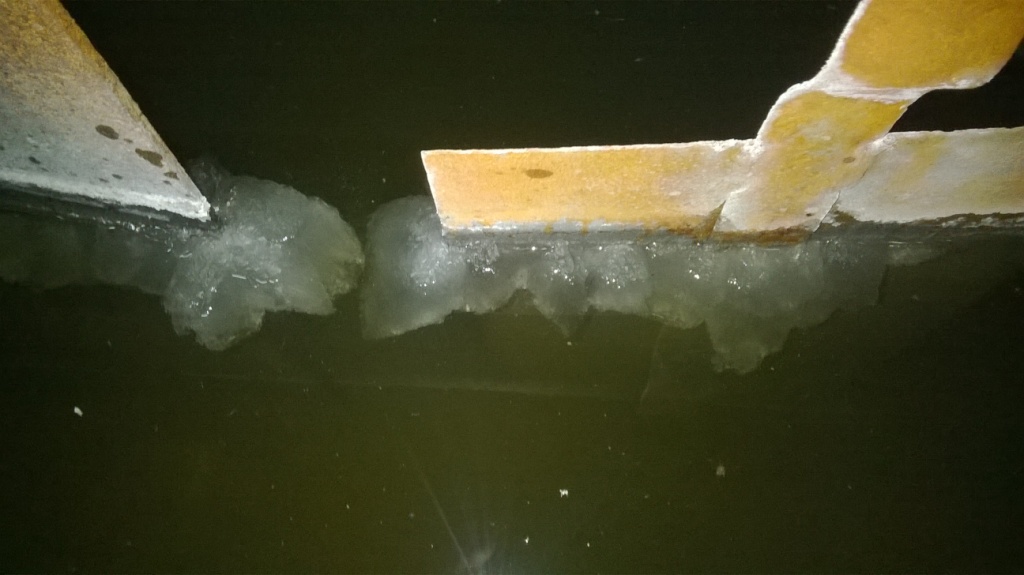
На железных анодах отложились кристаллы карбоната натрия Na2CO3·10H2O |

|
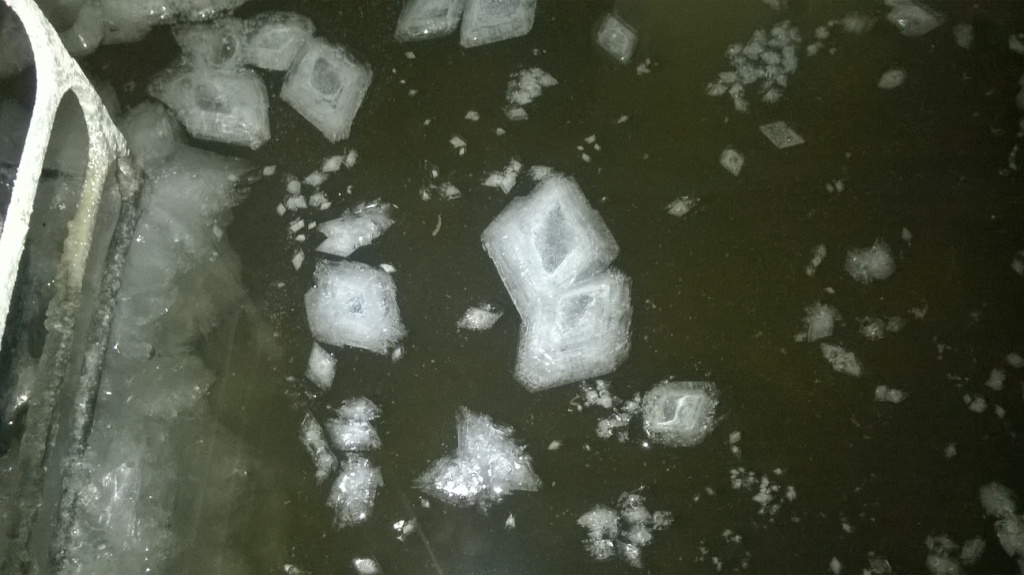
Кристаллы карбоната натрия, которые вырасли в ванне щелочного цинка |

|
|

|

|

|

|

|

|

|

|
|
Еще одна проблема, вызванная холодом, называется "растворимые цинковые аноды". При нанесении гальванического покрытия металл садится на катоде - т.е. на покрываемом изделии. Убыль металла в электролите компенсируется по-разному. В ваннах никелирования, меднения и в ванне олово-висмут используются растворимые аноды: к анодной штанге подвешают пластины из соответствующего металла. При прохождении сквозь ванну тока эти пластины растворяются, восполняя потерю металла в электролите. Когда аноды растворяются, их заменяют новыми. Вместо пластин могут быть титановые корзинки с металлическим шариками или обрезками - так еще лучше.
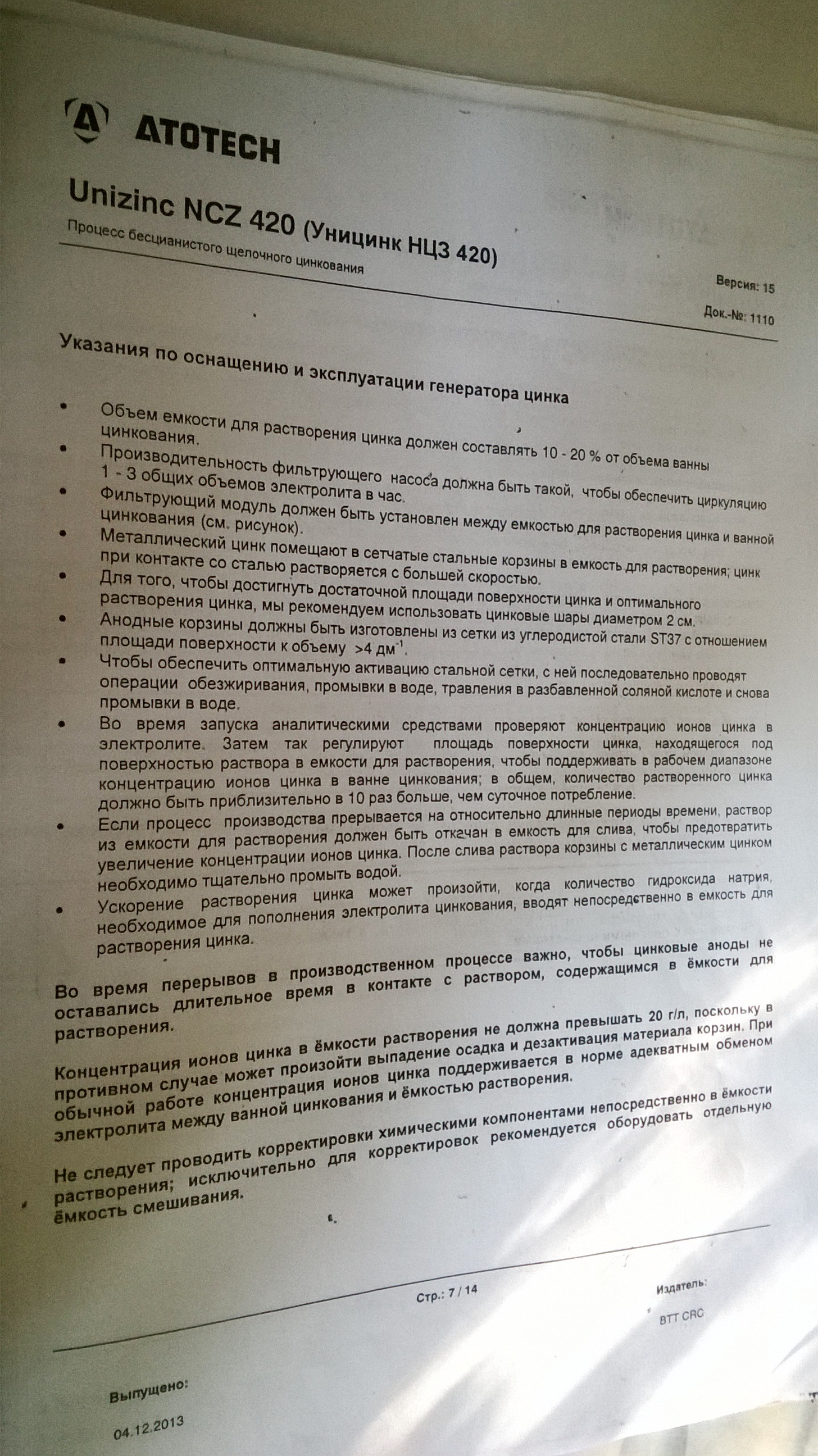
С цинком - немного по-другому. Основные аноды - нерастворимые, они - из "черной" стали. Для поддержания концентрации цинка тоже используют растворимые цинковые аноды (как и в случае меднения, никелирования, цинкования), но растворимые цинковые аноды не подключены к анодной штанге. Т.е., через эти аноды не проходит электрический ток, который питает ванну. По регламенту цинковые аноды помещают в специальные железные корзинки, чтобы образовалась гальваническая пара цинк-железо. Корзинки эти должны быть не в самой ванне, а в специальной емкости, через которую циркулирует электролит (с помощью насоса). В нашем случае растворимый цинковый анод находился в корзинке, помещенной непосредственно ванну. Никакой принудительной циркуляции через него раствора нет. Было теплее - анод растворялся. Это было видно по выделению мелких пузырьков водорода и по тому, что концентрация цинка в ванне не падала слишком сильно. Похолодало - растворение замедлились. Ну и как его активизировать? Начальник решил, что имеет место плохой контакт цинковой пластинки (анода) с железной корзинкой. Я вынул корзинку из ванны (стараясь, чтобы потоки щелочи не попали в глаза), промыл ее в воде, достал сам цинковый анод (две пластины). От пребывания в элекролите они стали почти черными. Начальник: - Есть еще корзинка, чтобы подвесить? Одну пластину положим в одну корзинку - вторую - в другую. Рабочая принесла, но пластина в другую корзинку не помещалась. - Отнесите к слесарям - пусть разрежут анод вдоль. - С ними лучше не связываться - слесаря за любую работу требуют "магарыч" (или деньги). - Хорошо. Поместили обе пластины назад - в ту же корзинку, где они и были, но между ними просунули железную пластину - нерастворимый анод, снятый со штанги (для улучшения контакта цинк-железо). Чтобы железный анод он не цеплялся за контакты, его пришлось согнуть руками (благо он был нетолстый и из мягкой стали). |

Железная клетка с растворимыми цинковыми анодами (достал ее из ванны) |

|

|

|

Цинковые аноды после продолжительного пребывания в электролите (достал из клетки) |

|

Клетка с цинковыми анодами в ванне. Сверху - загнутый железный анод (для лучшего контакта) |
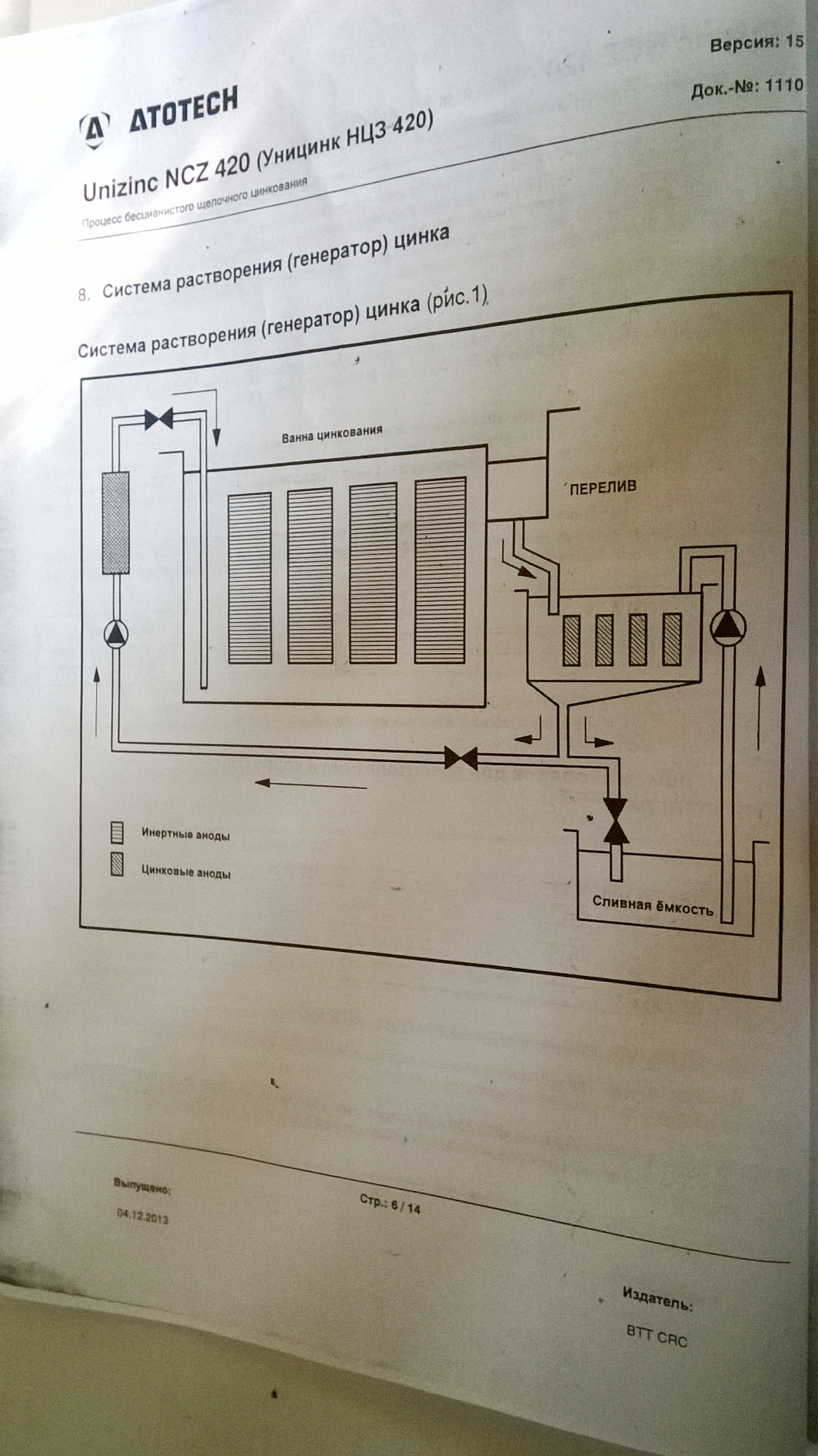
Система циркуляции электролита сквозь ванночку с растворимыми цинковыми анодами - как должно быть |
|
|
Еще один выход, как поднять концентрацию цинка в ванне, - растворить окись цинка в щелочи. Но начальник это строго запретил делать. Основание - "потом оксид цинка будет в осадке на дне ванны" (словно там залежей карбоната натрия мало). Я решил на этот запрет "забить", но как его растворять? Делать в пластиковой посуде (ведро, канистра...) - пластик может расплавиться. По технологии такая процедура поднятия концентрации цинка в ванне не предусмотрена. Оксид цинка используется только для приготовления новой ванны, поддержание концентрации цинка во время работы - за счет растворимых анодов.
|
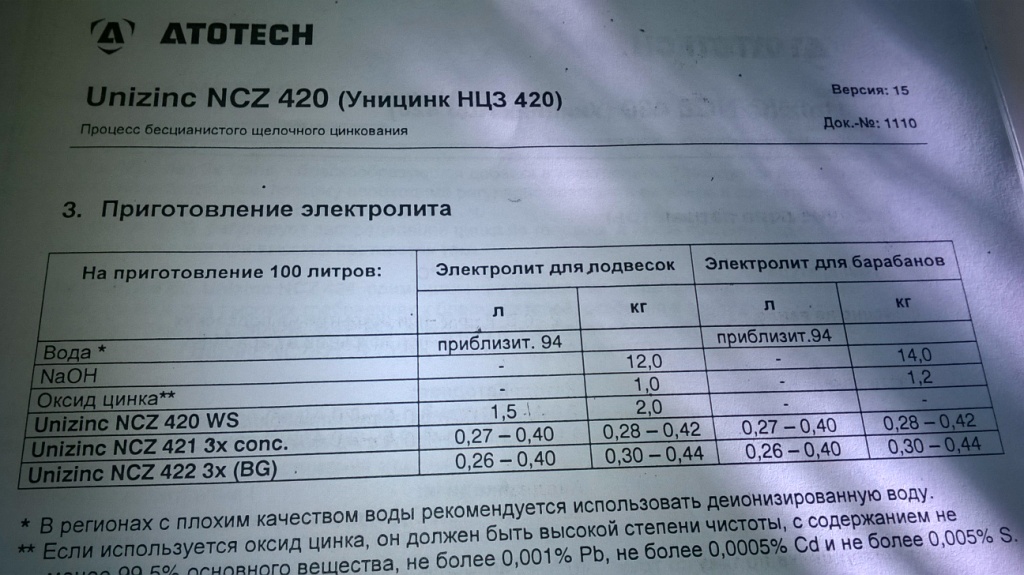
Приготовление электролита для щелочного цинкования |
|
Поспрашивал у людей: оказалось, берется твердая щелочь, смешивается с оксидом цинка, потом - во все это небольшими порциями добавляют воду при перемешивании. Представляю, сколько при этом летит едкого-едкого аэрозоля щелочи (напомню, что при добавлении воды к твердому гидроксиду натрия выделяется много тепла - жидкость сильно греется). Процедуру делали в титановом корыте, которое к нынешнему времени исчезло.
Звоню технологу другой фирмы. - Так ты возьми еще корзинки и помести в них новые аноды. - Корзинок нет. - Не проблема. Возьми железную проволоку и обмотай анод. Пошел к менеджеру, попросил проволоку. Он нашел несколько мотков, одна - ржавая, другая - нет. Потом узнал, что и то, и то - была нержавейка. Чем плохо использовать нержавеющую сталь? Она содержит легирующие добавки металлов, которые в ванне цинка недопустимы. "Ржавеющая" нержавейка - более дешевая, с более низким содержанием легирующих добавок, "нержавеющая" нержавейка - более качественная сталь с более высоким содержанием добавок, но они есть и там, и там. Пошел на гальванику, взял плоскогубцы и обмотал проволокой цинковый анод. Сначала я пытался сделать из проволоки "корзинку", чтобы она держала анод снизу, но проволока оказалась слишком пружинистой. Помогло то, что высота анода оказалась больше, чем уровень электролита в ванне - т.е. не утонет, если не упадет на бок. Сверху сделал петлю из проволоки и подвесил анод в ванне. А перед этим протравил анод вместе с проволокой в ванне: соляная кислота - уротропин. Через несколько дней то же сделал со второй цинковой пластинкой. Результат - один из анодов стал отчетливо растворяться. Второй - почти нет. Анод, который остался в корзинке, - тоже понемногу растворялся. Через неделю я узнал, что проволока была не "черной", а нержавеющей, но негативных последствий не оказалось (ни сразу, ни потом). |

Рабочий стол гальваников |
Цинковый анод, обмотанный железной проволокой |

|

|

|

Еще один анод |

Выделение пузырьков водорода (реакция цинка и щелочи) |
|
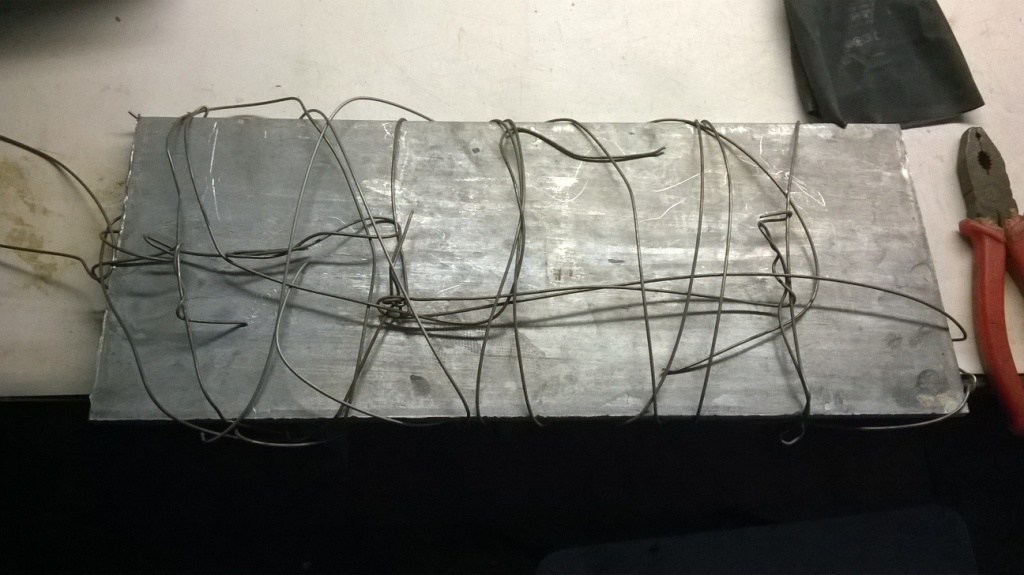
Позже поступила срочная работа. Начальник притащил 2 стальные гильзы. Одну - от ЗУ-шки (зенитная установка), вторую - 108-мм. Точнее, не гильзы, а заготовки. На одной из них - сварной шов. Задача - покрыть цинком, не менее 12 мкм снаружи и не менее 6 мкм внутри, требуется устойчивость в условиях тропиков. Зачем? - Перспектива (хотя и слабая) получить большой заказ. Гильзы цилиндрической формы (без сужения). Только условия у нас самые примитивные.
Раньше подобные изделия изготавливал Луганский патронный завод, но Россия его захватила и вывезла к себе. А такие изделия нам нужны - иначе придут "братья" на танках и самих вывезут - в Сибирь. Проблема (точнее - морока) в том, как покрыть гильзы изнутри: наша ванна на такое не рассчитана. Внутри гильз электрическое поле сильно ослабнет (экранируется) - цинк не будет садиться, а если будет, нет циркуляции электролита - внутри концентрация цинка в растворе упадет - и все. Нужен внутренний анод. Конструкцией ванны он не предусмотрен - придется импровизировать с помощью обрезков полиэтилена, проводов и тряпок. В гильзу от снаряда внутренний анод можно засунуть, в гильзу от зенитного снаряда - вряд ли, она слишком маленькая. Еще нужна принудительная циркуляция электролита через внутреннюю часть гильзы. Моя проблема - я вообще в этом не разбираюсь, т.к. занимаюсь электролитами (анализ и корректирование), а не изделиями. Отнес гильзы рабочей. Она сказала, что попробует, но отнеслась скептически. Только присел попить в лаборатории чай, пришел директор. Захотел, чтобы я лично проконтролировал. По дороге встретил гл. технолога (представляю, какого директор ей дал пинка, если даже меня послал в цех...). Показал ей детали. Нашли куски цинка, я спустился к слесарям, чтобы обрезали и просверлили отверстие - анод под большую гильзу. В ванне железные (инертные) аноды, я думал вешать что-то железное, но технолог сказала, что для внутреннего анода нужен цинк. Скорость осаждения покрытия - около 0.5 мкм в минуту. - Так сказал технолог фирмы. - Держать в ванне нужно час? (спрашиваю у гл. технолога) - Два часа. Взяли бы химический никель. - Я предлагал, и технолог фирмы предлагал. Но это дорого. - Тогда - воронение. Ваш начальник приносил Вике (предшественница) растворы. - Нужна катодная защита (стойкость в условиях тропиков). Если покрытие повредится - растворяться будет гильза, как и в случае химического никеля. А с оцинковкой - пока цинк жив - гильза не будет корродировать. - Для катодной защиты гильз нужен кадмий, а не цинк. - Вы знаете, что кадмий сейчас не приветствуется. Тем более - в Киеве. - Раньше мы делали. Даже для изделия ххх положено делать кадмирование, но сейчас заменили на оцинковку. - В любом случае, это наши пожелания. Я видел техническое задание заказчика. Там четко сказано: оцинковка и стойкость в условиях тропиков. Думать можно долго. Плюс не факт, что ванна даст нужный ток. Отложили до завтра. На следующий день пробовали, подвесив медной проволокой и поместив в гильзы цинковые стержни в качестве анодов. Маленькую - не прокрыло вообще, большую - прокрыло частично. Как сделать циркуляцию электролита внутри гильзы - было несколько идей, но так ничего и не придумали - кроме как поднимать гильзу каждые 5 минут из электролита и ждать, пока он из нее выльется. Обязанность повесили на меня - я ее проигнорировал: дважды спускался, сливал электролит, но стоять возле ванны 2 часа, чтобы сливать электролит каждые 5 минут - извините (другой интересной работы полно). "На авось" - не вышло. Для такой детали нужна специальная подвеска: отрезком медной проволоки тут не обойдешься. Начальник дал одному из менеджеров задание, чтобы он сходил к слесарям и те сделали подвеску. На следующий день оказалось, что слесаря его "послали". "Послали" они потом и самого начальника. Подвеска должна быть такой, чтобы гильза крепилась в ванне вертикально - отверстием вверх, а по ее центру проходил отрезок трубы - дополнительный железный анод (гл. технолог хотела сделать этот анод цинковым, но начальник переиграл). Анод должен быть заизолирован от основной подвески, поскольку сама она играла роль катода. Конструкции более-менее прикинули. С третьей попытки слесаря ее таки сделали. Слабым местом конструкции было, что снизу большая гильза снизу крепилась на железной трубе, вставленной в отверстие для капсюля: было ясно, что в этом месте деталь не покроется. В случае маленькой гильзы, ее подвесили медной проволокой, а внутренний анод от контакта с корпусом удерживали кусочки изоляции от провода. Концентрация цинка в ванне была низкой, перед процедурой - анализ не делал, просто сказал, что мало. Хотите больше? Нужны дополнительные растворимые аноды. Раньше начальник не давал заказывать новые цинковые аноды, не давал.., а это - по своей инициативе захотел привезти. Ведь светит сколько денег от заказа... Жаль, на складе анодов не оказалось. Днем раньше, кстати, мне сильно испортили нервы только ради того, чтобы на сутки позже привезти добавки для ванны химического никеля. А неделю назад такая же история была с и никелевыми анодами. Причем речь шла не о том, чтобы купить товар на день позже - эта дрянь у них давно уже лежала на складе. Заказал на той неделе добавки для химического никеля, подписал служебную у директора, отдал бухгалтеру. Звонит мне менеджер фирмы, который привозит добавки. - Ничего если я привезу не в четверг, а в понедельник? Производство терпит? - В понедельник - нормально. И все. В понедельник звонит начальник. Говорит, что приедет вместе со своим технологом, и мы трое пойдем к директору по поводу химического никеля. Между заводом (директором) и фирмой (ее собственник - мой фактический начальник) идет грызня за эту ванну. Но спор чисто финансовый. Я - технолог и деньгами не занимаюсь. Зачем я там? - Предчувствия были плохие. В заключение начальник спросил: - Тебе добавок для химического никеля хватит на сегодня? - Да. В результате во вторник выслушивал истерику от менеджера. - Тебе что химический никель не нужен!? Нужен? А почему ты сказал начальнику, что на понедельник у тебя еще есть? Я хотел тебе вчера (в понедельник) привезти, а начальник меня отчитал, что у тебя там на понедельник есть - повезешь во вторник. Это при том, что у нас заказы делаются не день - в - день, а с хорошим зазором, т.к. нужных добавок может не оказаться в наличии, а даже если есть - менеджер их привозит обычно раз в неделю. Т.е. на вопрос, есть ли у тебя добавки на сегодня? Я должен был кричать: "Нету! Производство останавливается! В ваннах одна вода осталась!" Выводы сделал. Сразу. Начальник поменял одну из добавок для ванны блестящего никеля на более дешевую. Я заказал ее вместе с химическим никелем. Добавку не привезли. Менеджер сказал, что не планируют еще несколько месяцев (посчитали, что привезенного ранее количества хватит). Хорошо. На следующий день я обрадовал начальника, что новой добавки идет на треть больше, иначе - брак. Запасов добавки осталось на неделю. Решайте. И бригадиру сказал, чтобы он мои слова подтвердил. Добавка действительно хуже работает, но масштаб перерасхода я сообщил с учетом "поправки на обеспечение непрерывной работы ванн в условиях несвоевременных поставок". Теперь начальник считает, что ему выгоднее: больше покупать более дешевой добавки, или меньше, но более дорогой (и качественной). Вернемся к цинку. Дополнительных анодов нет. Оксид цинка растворять не в чем. А для решения нестандартной задачи желательна максимальная концентрация цинка в электролите. Ну и как поднять концентрацию цинка в ванне? Божьим духом? Уже давно у меня была идея подключить растворимые цинковые аноды к анодной штанге напрямую (как в ваннах меднения, никелирования и "олово-висмут" - чтобы основной ток в ванне шел через эти аноды). Регламентом это не предусмотрено, но так явно будет лучше. Спросил у главного технолога. Оказалось, раньше так и делали - и это хорошо помогало. Насколько хорошо, что в ванне создавался избыток цинка, и аноды приходилось временно вынимать. Но потом начальник запретил. Выслуживаться перед начальством - не моя сильная сторона, поэтому кинул проволоку, которая соединила два из трех цинковых анодов с анодной штангой. Человека, который на этой ванне работает, предупредил, начальника - нет. Даже увидит - скажу, что случайно получилось: была изолирующая прокладка, но слетела (в двух местах сразу...) Помогла эта процедура или нет? Анализ ванны делать было некогда, но думаю, что да (исходя из последующих событий). Итак, покрытие цинком гильз. Закрепил на подвеске большую гильзу. Рабочая - закрепила маленькую. Поместили все это в ванну. Параллельно - поместили в ванну железную пластинку - свидетель. Пластинка нужна, чтобы по ней можно было определить толщину цинкового покрытия методом "прокапывания" (не портить же покрытие на самой гильзе). Подержали в ванне два часа. Визуально - обе гильзы покрылись: и снаружи, и внутри. За исключением одного места на большой гильзе: там, где в нее была вставлена труба. Причем не только под трубой, но и вокруг. Сначала я подумал, что в этом месте возник водородный пузырь - он не дал поверхности контактировать с электролитом. Именно по этой причине гильзу нужно подвешивать отверстием вверх, а не отверстием вниз или вбок. В противном случае в самой гильзе будет накаливаться водород, который вытеснит электролит. Водорода там действительно выделяется много, но рабочие сказали, что в данном случае дело просто в экранировании: вместо гильзы цинком покрывалась железная труба подвески. Как получилось - так получилось. Потом гл. технолог определила толщину цинкового покрытия методом "прокапывания". Наносится на оцинковку капля стандартного раствора сульфата меди, держится минуту - потом вытирается фильтровальной бумагой, наносится следующая капля и т.д. - до тех пор, пока не появится красная окраска меди. Ушло 18 капель. По таблице - с учетом количества капель и температуры в цехе нашли, что толщина покрытия - 13 мкм. Пластинка - одно, цилиндрическая гильза - другое, но хоть какая-то оценка толщины слоя цинка. Показали гильзы начальству. Главное, что цинковое покрытие легло внутри. Но как покрыть гильзу в районе капсюля? Гальваник, которая работает на ванне цинкования, сразу сказала, что в подвеске вместо трубы нужны 3-4 штыря. Они будут поддерживать изделие, но не мешать нанесению покрытия в месте крепления. Слесаря изготовили новую подвеску. Попытка номер 3. Гильзу сначала опустили в соляную кислоту с уротропином, чтобы снять предыдущее цинковое покрытие, потом - в ванну с хромовым ангидридом - для активации, потом - снова в кислоту с уротропином, чтобы удалить хром и только потом - в ванну оцинковки. В этот раз покрытие получилось сплошным - в т.ч. и в "проблемном" месте возле капсюля. После ванны цинкования - осветление в слабой азотной кислоте и ванна голубой пассивации цинка. Потом - нанесение специального силикатного лака для придания покрытию максимальной устойчивости. Далее - выдерживаем сутки и отдаем на испытания в камере солевого тумана. Если изделиям удастся его пройти - возможен крупный заказ. Будет крупный заказ - будет "полный абзац". Два изделия еще можно как-то покрыть "на коленках" (с использованием неприспособленного оборудования), но чтобы сделать очень крупную партию - у нас нет, ни людей, ни оборудования. - Купим новую линию - сказали в администрации... В ответ я подумал даже не про пословицу: "обещанного три года ждут...", а просто вспомнил, что сейчас у нас почти ничего не покупают. Даже пять литров гальванической добавки без мелодрамы заказать нельзя ("нет денег"). А тут - дорогое оборудование. Поэтому мотивация была неоднозначной. С одной стороны - хотелось сделать: и самому интересно, и чтобы отстали. С другой стороны: если сделаешь,- есть риск, что потом возьмут крупную партию и заставят ее делать "на коленках". Разумеется, это - невозможно, но сначала придется помучиться, а только потом - нереальное задание отменят ("легких путей мы не ищем"). Я надеялся, что этих гильз мы больше не увидим - так и сказал рабочим. Пока что надежда оправдалась: прошли они испытание, или нет, но про оцинковку гильз пока ничего не слышно. |

Гильзы для оцинковки |

|

|

|

Ванна электрохимического обезжиривания |

|

|

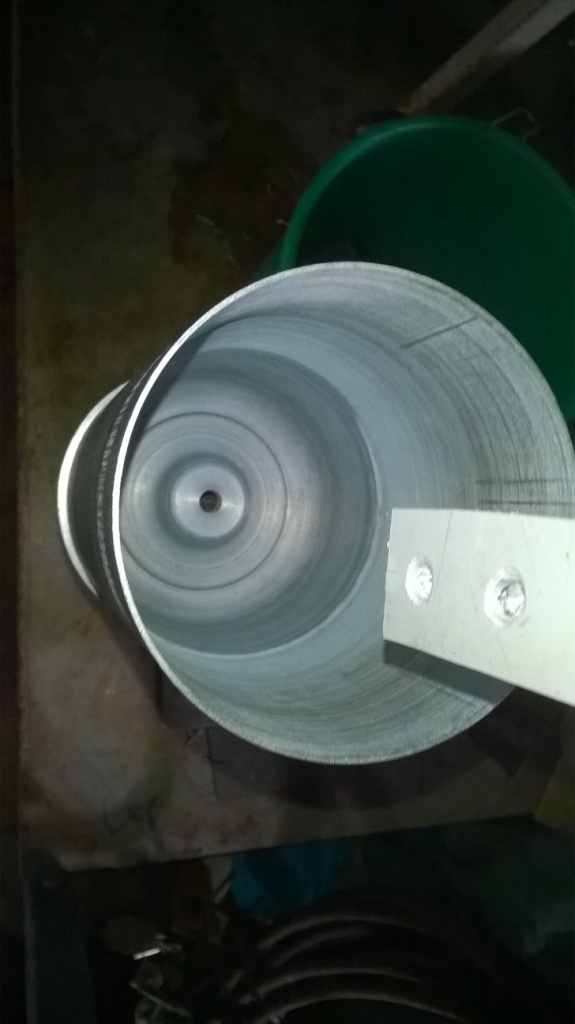
Гильза с подвеской (без внутреннего анода) |

|
|

|
|

|

Подвеска (с внутренним анодом) |

Снятие предыдущего цинкового покрытия в ванне: соляная кислота - уротропин |

Большая гильза с подвеской в ванне щелочного цинка - попытка №2 |

|

|

Маленькая гильза с внутренним анодом в ванне щелочного цинка - попытка №2 |

|

|

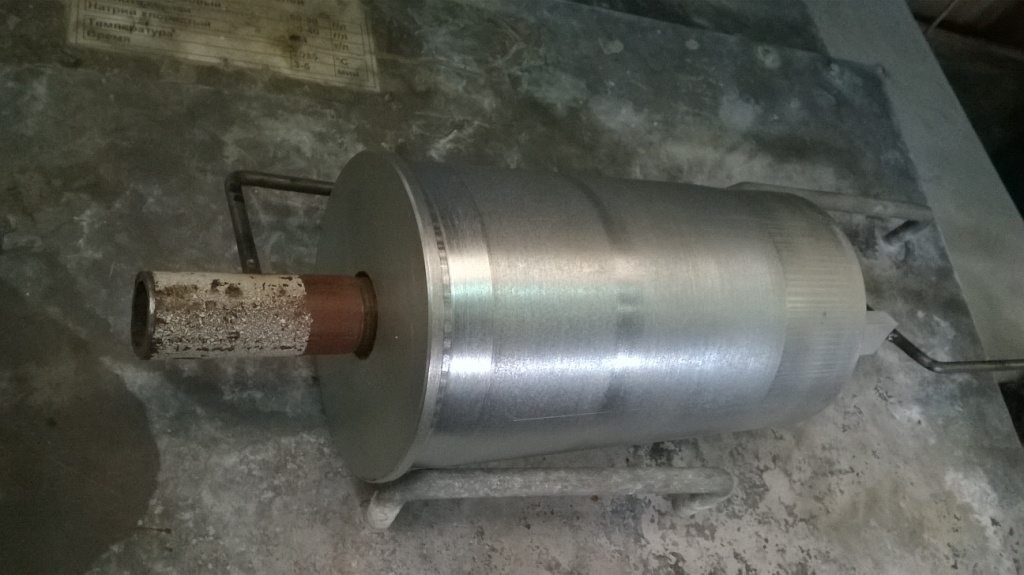
Со второго раза гильзы покрылись цинком нормально... |

|
|

...за исключением места, где вставляется капсюль в большую гильзу |

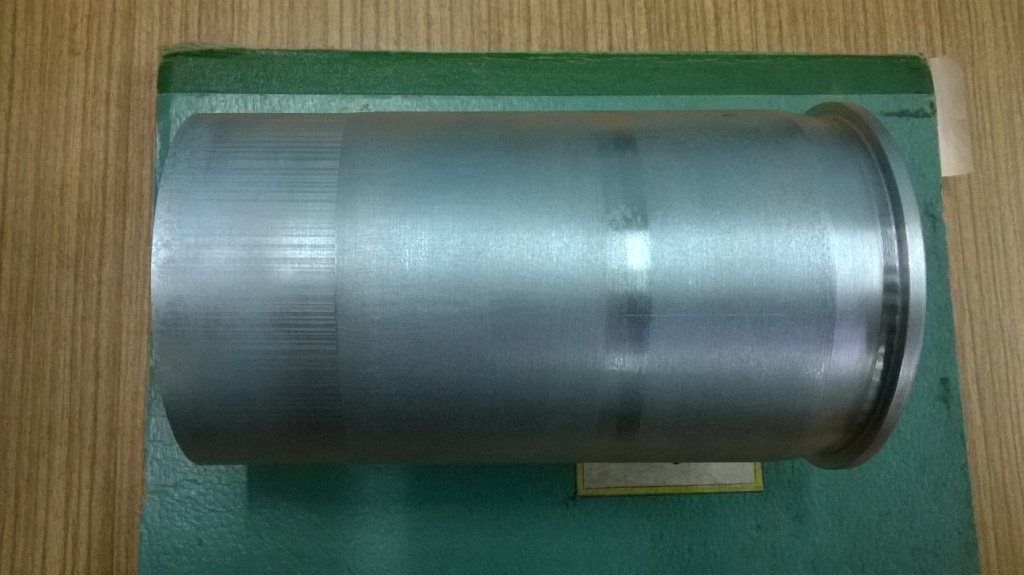
С третьего раза - после изменения конструкции подвески - этот дефект удалось устранить |

|

|

|

|
Силикатный лак для антикоррозионной обработки цинковых покрытий |
|
|
Дальше - после истории с гильзами - ванна щелочного цинка работала со стандартными изделиями: то чаще, то реже. Напрямую я к ней не касался, поскольку было много нестандартной (и "не совсем умной") работы - аналогичной покрытию гильз. Металлизация пластика при неработающей ванне активатора, исследование добавок в электролите никелирования, работа с электролитом золочения в ячейке Хулла и т.д. и т.п. Несмотря на занятость, заметил две вещи: цинковые аноды в ванне не демонстрировали признаков активного растворения (визуально не было заметно выделение пузырьков водорода), зато осадка соды (карбонат натрия десятиводный) стало выпадать гораздо больше. Когда появилось время - сделал анализ электролита.
Цинка оказалось мало - 6.5 г/л в пересчете на ZnO (какой сюрприз, учитывая, что аноды плохо растворяются). Если бы я 2 цинковых анода не подключил к штанге, ванна могла бы уже остановиться. Но анализ показал, что в электролите маловато и щелочи. Еще недавно щелочи хватало. Такое впечатление, что когда похолодало, сода выпала в осадок - поэтому и заниженные результаты (с фенолфталеином сода титруется так же, как и едкий натр). Посчитал, что в ванну нужно добавить 28 кг едкого натра, сказал мастеру. Она попросила ребят добавить мешок (25 кг). Вскоре со всех трех анодов начали выделяться пузырьки водорода. |

Титрование цинка раствором ЭДТА, индикатор - хромоген черный (эриохром черный Т). Начальная точка титрования |

|

|
Титрование цинка раствором ЭДТА, индикатор - хромоген черный (эриохром черный Т) Конечная точка титрования |
|

Титрование щелочи соляной кислотой, индикатор - фенолфталеин. Начальная точка титрования |

Конечная точка титрования |
