Химия и Химики № 3 2021
Журнал Химиков-Энтузиастов
| Оглавление | Видео опыты по химии | Видео опыты по физике | На главную страницу |
|
Химия и Химики № 3 2021 Журнал Химиков-Энтузиастов |
Радужный ужас (желтая пассивация цинка) Rainbow horror (yellow passivation of zinc) В.Н. Витер |
|
Обнаружив ошибку на странице, выделите ее и нажмите Ctrl + Enter
О том, "что такое ванна желтой пассивации цинка и как ее
Итак... Набрал я в литровую пластиковую кружку серной кислоты (полную кружку), нужно было ее вылить в ванну в другом конце цеха. Ничего особенного, но оказалось, что кружка течет. Несильно - примерно одна капля в секунду, но это - концентрированная серная кислота. Вот блин... А одежда - далеко не химически стойкая (спецодежду мне не выдали вообще). Ничего - донес на вытянутую руку. И все равно кислота попала на рукав - когда выливал ее в ванну. Попробовал пятно на язык - да кислота. Пошел в лабораторию, смочил аммиаком. Иначе - вскоре была бы дырка. После лаборатории снова зашел на гальванику, спрашиваю, сколько вчера было загрузок химического никеля? В ответ рабочий скрестил руки. Переспросил: - В смысле ты не в курсе, или в смысле, что вы на него "забили"? - Забили - работы много, а работать некому. Мы не справляемся! [часть людей отправили за свой счет]. - Молодец, так держать! Нет загрузок? - Меньше анализов, меньше корректировок, меньше таскать 25-кг канистры, меньше расход дорогих растворов, реже нужно писать служебные и убеждать начальство, чтобы эти растворы купили - одна только выгода! Оказалось, зря я серную кислоту кружкой носил... Нужно было добавить в ванну желтой (радужной) пассивации цинка еще половину раствора, т.к. уровень был низким и работать неудобно. Что туда идет - за 3 мес. отсутствия я забыл (месяц армии, потом - карантин), и, чтобы не подниматься наверх с травмой спины, спросил на месте у рабочей. Нашли рецептуру: серная кислота, азотка, хромовый ангидрид. Жидкости отмерил кружкой, твердое взвесил, добавил. Уже вечером того дня вспомнил, что там идет фирменная добавка и НЕ идет серная кислота. Азотная кислота идет, но в 5 раз меньше. Т.е., то была другая рецептура, как потом выяснилось - ГОСТовская. На следующий день жалоба: ванна работает не так. Желтая пленка - есть, радужного блеска - нет. Сразу понял, в чем дело: нет фирменной добавки, и, возможно, серная кислота (и/или избыток азотной) все портит. Ввел добавку. Через полчаса попробовали - то же самое. Сегодня пришлось вылить эту ванну и приготовить новую - строго по регламенту фирмы (точнее - по моей рецептуре, поскольку в регламенте все - вилами по воде). Надеюсь, что будет работать. Ушли на выходные. После выходных выяснилось, что приготовленная мной в пятницу ванна желтой пассивации цинка не работает. Причина - неизвестна. Готовил по прошлой прописи. Когда выяснилось, что ванна не работает, добавил еще азотки + прилил еще добавки (на этот раз взял из другой канистры) - не помогло. Из разговора с начальницей тех. бюро узнал очевидное: что эту добавку мой начальник (директор фирмы-пиявки, которая паразитирует на заводе) наколотил у себя в гараже - она не оригинальная (не фирменная), но раньше с ней ванна работала. Вылить и приготовить опять - будет то же самое. Потом позвонили мастеру, которая занималась раньше этой ванной. На работе ее не было, поскольку мастера принудительно отправили за свой счет, - она сказала, что азотку туда не добавляют (скорее всего - забыла: в прошлые разы азотку я добавлял). Одним словом, у меня с ванной желтой пассивации цинка - опять на целую детективную историю накопилось. Пришлось побегать и понервничать: и мне, и женщине-гальванику, которая с этой пассивацией работает. И что делать? Приготовил "уменьшенную версию ванны" объемом 10 л в ведре: все так же, но без азотной кислоты - тоже не работает. Заказал новую порцию добавки (сказал, что старая - закончилась, хотя ее осталось полно). - Не работает. Решили заняться творческими экспериментами в ведре. Вместо 60 г хромового ангидрида взял 800, добавил 100 мл конц. серной кислоты (рецептурой не предусмотрена) - плохо. Почти нет желтого покрытия. Почему серная кислота и почему увеличил количество хромового ангидрида? Рядом с ванной пассивации цинка стоит ванна снятия шлама с деталей, в которую изделия окунают перед нанесением цинкового покрытия. В ванне раз в 15 больше хромового ангидрида и 10-15 г/л серной кислоты. Когда ванна желтой пассивации вышла из строя, рабочая использовала ВМЕСТО нее ванну снятия шламов - в результате не всегда, но часто удавалось получить желтое покрытие на цинке. Неприятность была в том, чтобы не стравить в процессе сам цинк (ванна снятия шлама на подобное и рассчитана) - поэтому во время нанесения покрытия изделия приходилось дольше держать в ванне цинкования. Добавил в ведро 200 мл азотки. Потом возникла идея - добавить туда раствор из ванны снятия шламов - добавил кружку. Тем более что рабочая вспомнила: когда ванна желтой пассивации выходила из строя, она иногда добавляла туда раствор из соседней ванны снятия шламов - и все снова работало. И раствор в ведре заработал. Хорошо - зачерпнул ведро (15 л) раствора из ванны травления и добавил в ванну пассивации. В результате - ванна, как не работала, - так и не работает. Раствор в ведре тоже скоро перестал действовать. Привезли новую партию добавки. Старую ванну вычерпал в канализацию, содержимое ведра тоже вылил. Приготовил новую ванну по рецептуре - не 100 л, а 50. Предчувствие было плохим, но решил - если не будет работать, звоню на фирму их технологу. Наколотили добавку в гараже? - Ванна не работает. А теперь приезжайте и разгребайте. Оказалось, что новая ванна действительно не работает. Решил попробовать добавить 100 мл солянки (по регламенту солянка идет на кислотный цинк, у нас - щелочной цинк, на него идет азотка, но надо же что-то делать). Добавил еще одну порцию хромового ангидрида - не помогло. Сначала на цинке появилось желтое покрытие, но при сушке оно исчезло - изделия стали серыми. Позвонил. Технолог пообещал скоро приехать. Предварительно спросил, какой в ванне рН? - Мы никогда его в этой ванне не мерили. - Померяй, я скоро буду. И попроси гальваников, чтобы покрыли цинком детали (чтобы было на чем пробовать работу пассивации). Померил рН - 0.8(!) Вот блин. Слишком кислый. По регламенту самый нижний рН - 1.3. А так - до 2 и выше. Но ничего: я приготовил только 50 л ванны вместо 100, а норма хромового ангидрида - двойная. Поэтому добавил 40 л воды, хотя помнил: для того, чтобы поднять рН раствора сильной кислоты на 1, его нужно развести в 10 раз (в моем случае - до объема 500 л). Померил - рН=1.23. Потом подумал и прилил еще 1 литр фирменной добавки "часть 1" (поскольку я разбавил ванну почти в 2 раза - нужно было увеличить количество добавки). Так лучше. Чтобы не шуровать лишнюю воду, можно добавить немного щелочи - до нужного значения рН, но спешить не стал: так я угробил ванну голубой пассивации цинка, когда начальник сказал поднять рН этой ванны щелочью до значений по инструкции. В результате ванна неделю поработала, потом - вышла из строя. И никакие добавки кислоты не помогли. Зато следующая ванна, которую я приготовил без корректировки рН щелочью, работает до сих пор. Итак, желтая пассивация цинка, рН=1.23. Рабочая покрыла цинком детали, теперь пробует пассивировать. Держит в ванне по привычке долго. Говорю: - Лида, не нужно: кислоты [в ванне] много - покрытие стравит, промывай! Вынула, промыла. Вроде бы что-то есть: слегка желтое, даже радужное. Правда, желтого маловато. Но после сушки детали приобрели хороший желтый цвет. Ванна работает, но стороннего технолога я уже позвал. Думаем, какой лапши навешать на уши технологу из фирмы - а тут он идет. Ладно: придется придумывать на ходу. А по возможности - не говорить лишнего. - Какой у вас рН? - 1.23. - Сколько? (Достает какую-то бумажку). - В одной ерунде написано... - В какой? - Да вот в этой (узнаю, что бумажка у него в руках - именно этот регламент) минимальный рН - 1.3. - Это мало: нужно 1.5-1.7. Плюс, чем меньше рН, тем меньше нужно держать детали в ванне (я это понимал, рабочая думала, что чем больше, тем покрытие будет лучше). Рабочая-гальваник: - Мы рН этой ванны в жизни не мерили! - А надо. - Плюс покажите мне промывку. Она чистая? Нужно туда добавить немного раствора из ванны. Мы долго не могли понять, о чем речь. Промывка - ванна с водой из-под крана, в которой ополаскивают детали после пассивации. Оказалось, что вода в этой ванне не должна быть слишком чистой. Если она чистая (как в нашем случае, т.к. туда я вылил целую ванну шестивалентного хрома, а потом открыл кран, чтобы смыло). В промывку технолог добавил немного раствора из ванны (примерно 50 мл). На другом предприятии, где масштабы побольше, в промывку выливают несколько ведер раствора из ванны. Еще раз пробуем. В этот раз рабочая держит недолго. Получилось. Выслушали лекцию "что такое рН, и как его любить (вернее - регулировать)", на чем все и закончилось. Главное - я понял принцип. Недодержишь детали - покрытие будет некрасивым, передержишь - стравит, и пассивирующее покрытие, а может - и сам цинк. И чем ниже рН (больше кислоты), тем меньше должно быть время выдержки деталей в ванне. Рабочая попросила меня померить несколько дней, как будет изменяться рН в ванне, но это ясно и так: кислота будет вырабатываться и рН постепенно поднимется. Попутно узнал, что "часть 1" фирменной добавки - ингибитор. Т.е., чем ее больше, тем меньше будет снятие цинка при одном и том же рН и времени выдержки. Там должна быть еще "часть 2" - с ней вводится хромовый ангидрид, но вместо нее мы берем твердый триоксид хрома. Кстати, раньше в цеху была упомянутая в начале ГОСТотская желтая пассивация: 6000 г хромового ангидрида, 1 л серной кислоты и 1.1 л азотной кислоты на 100 л ванны. Работало стабильно, но покрытие получалось матовым - без блеска. |

Хромовый ангидрид (открытый барабан на 50 кг) |

|

|
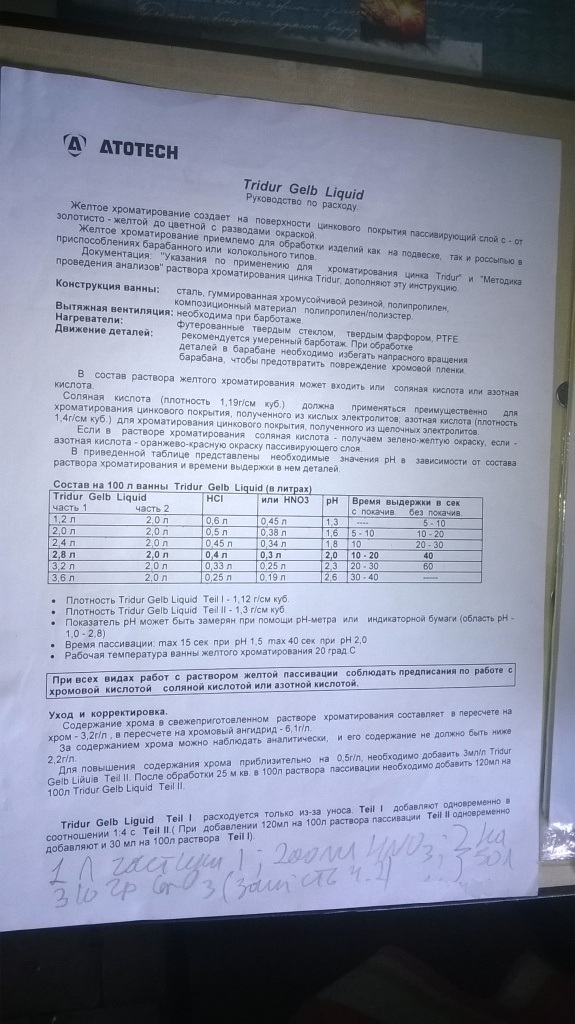
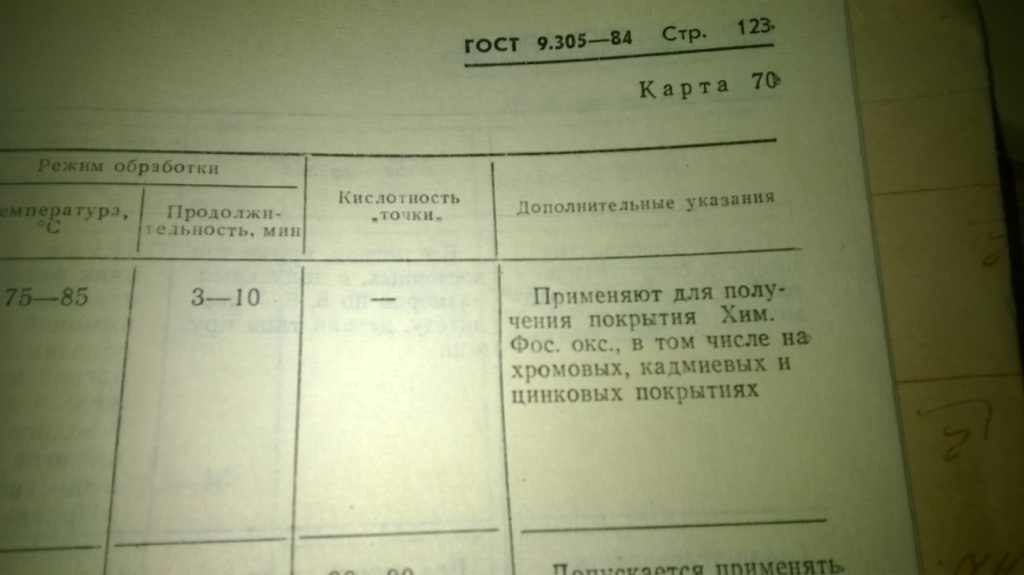
Регламент на ванну желтой пассивации цинка |
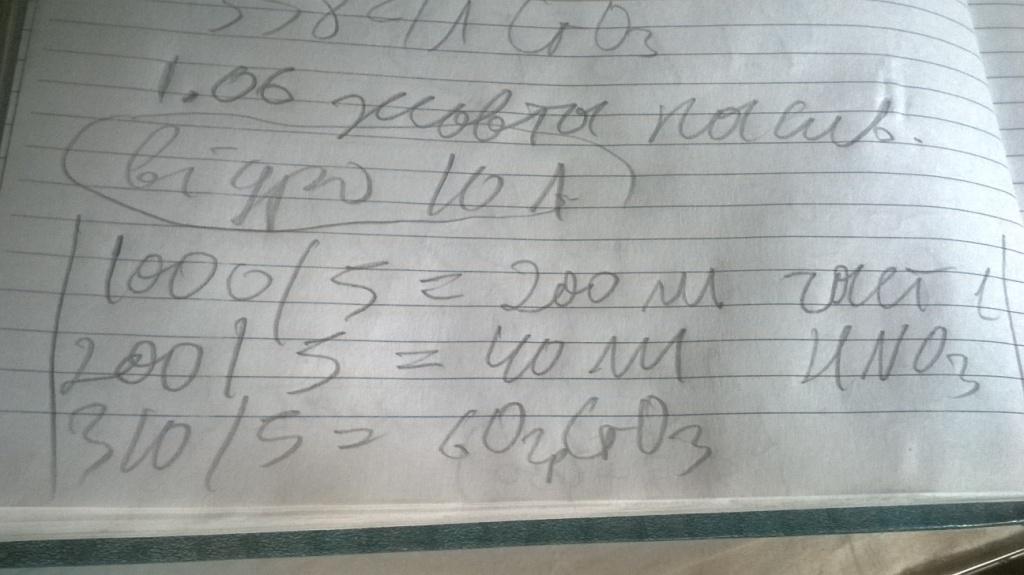
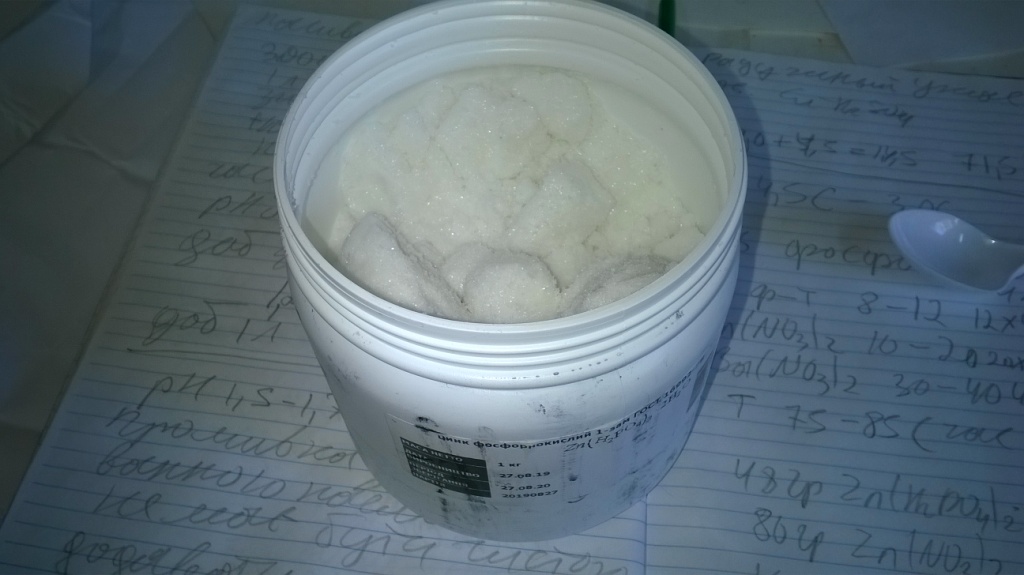
Расчет рецептуры на 10-л ведро |

Хромовый ангидрид (навеска) |

Приготовление ванны желтой пассивации цинка в 10-л ведре |

|
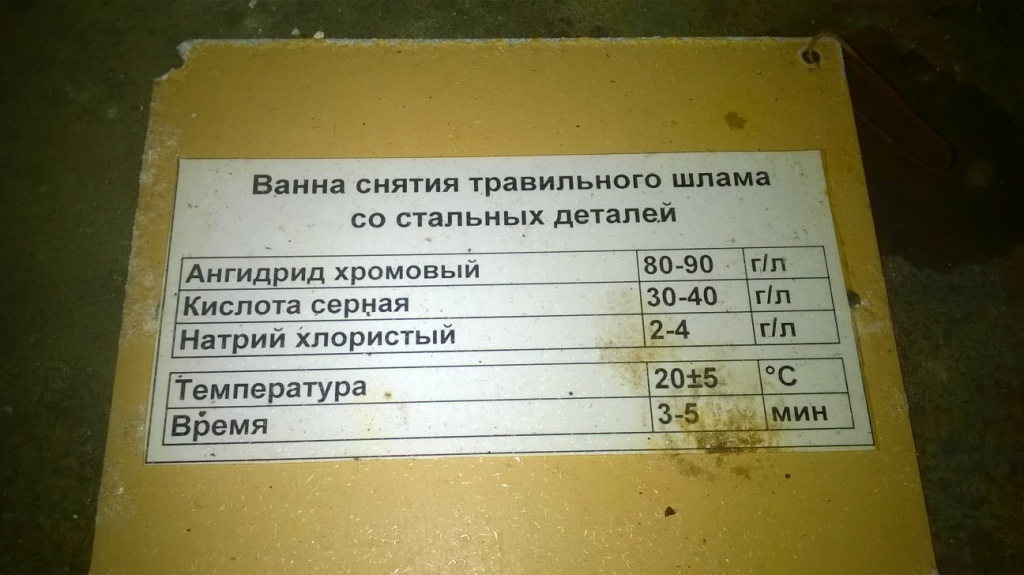
Ванна снятия шлама (состав) |

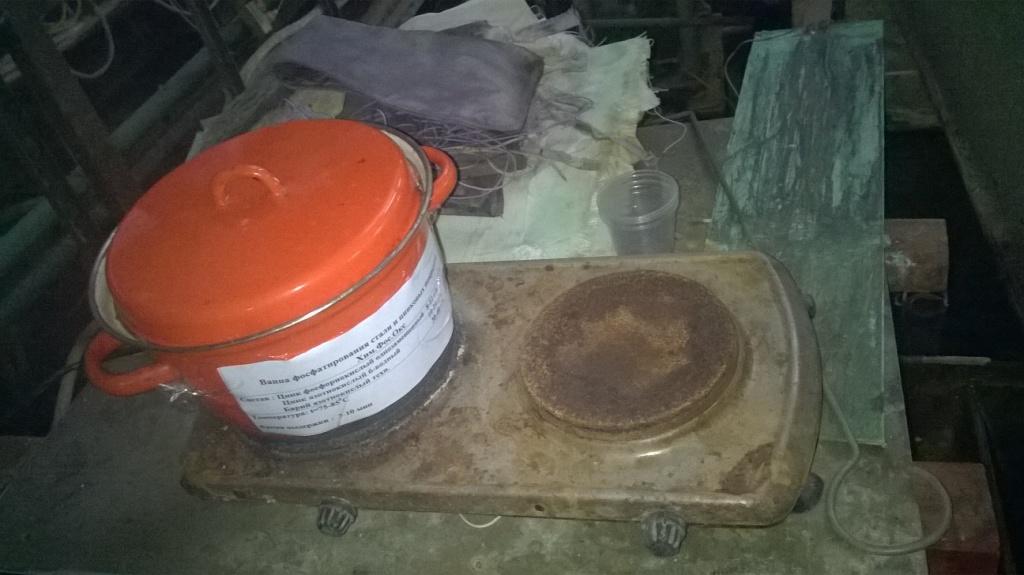
Слева - ванна желтой пассивации цинка, справа - ванна снятия шлама |

Оцинкованные детали после нанесения желтой пассивации |
Фосфатирование (фотографии приготовления состава) Phosphate conversion coating В.Н. Витер |
|
Сразу сделаю оговору: данная статья не является практическим пособием по приготовлению составов для фосфатирования или обзором по фосфатированию, а лишь содержит немного фотографий того, как выглядит этот процесс на практике.
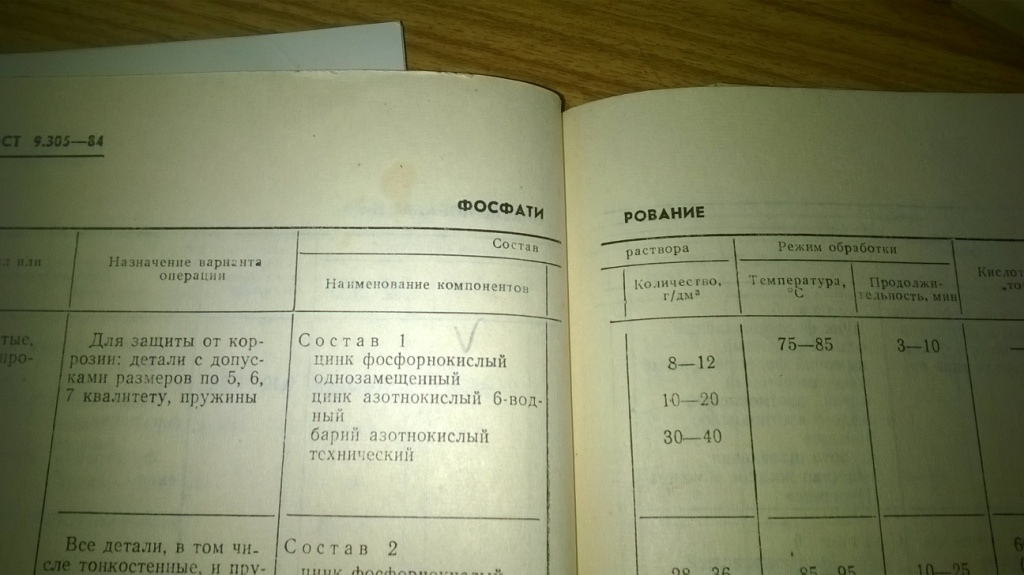
Фосфатирование - способ защиты от коррозии, а также - увеличения твердости и износостойкости поверхности металла путем образования на нем защитной пленки фосфатов. Пленка фосфатов не только защищает металл, но также может служить грунтовкой перед нанесением на поверхность лаков и красок. Фосфатирование применимо к самым разным конструкционным металлам, таким как: чугун, низколегированные и углеродистые стали, цинк, кадмий, медь (и ее сплавы), алюминий, но высоколегированные стали плохо поддаются фосфатированию. В свое время немного заниматься фосфатами двухвалентных металлов. Диссертация была на тему: "Твердые растворы между фосфатами двухвалентных металлов". Практическое применение синтезированных фосфатов тогда меня не интересовало (от слова "совсем"), но формальные требования к кандидатской диссертации предусматривали найти возможное применение полученным материалам на практике. Кроме пигментов, катализаторов и т.п. вспомнилось, что раствор дигидрофосфатов марганца Mn(Н2PO4)2 и железа Fe(H2PO4)2 под названием "препарат Мажеф" применяется для защиты железа от коррозии. При нанесении на поверхность железа препарат реагирует с металлом и образует защитный слой из фосфатов марганца и железа. Термин "фосфатирование", если я и встречал, - тогда он меня не заинтересовал. И вот - через много лет я познакомился с фосфатированием на практике. Даже не с самим фосфатированием, а с приготовлением состава (ванны) для фосфатирования. Дело было на гальваническом производстве. Формально это был оборонный завод, но фактически военных заказов там почти не осталось: буквально по несколько деталей в месяц. Предприятие занималось в основном ширпотребом: хромирование бамперов, церковная позолота, металлизация пластиковых кнопок для унитазов... На них было ориентировано оборудование и задействованы почти все люди, занятые на производстве. Но начальству для вида приходилось принимать немногочисленные заказы для армии, поскольку иначе эту контору "рога и копыта" давно бы закрыли. В лучшем случае - убрали бы из центра Киева: почти ничего не делает, представляет реальную экологическую опасность, а места занимает много. В результате у меня как у технолога периодически возникала головная боль: кроме поддержания в рабочем состоянии типичных гальванических процессов (меднение, никелирование, хромирование, металлизация пластика...) нужно было организовывать с нуля различные новые процессы. Зачем? Для покрытия/обработки нескольких деталей (в лучшем случае - нескольких десятков). После чего эта ванна и за спасибо никому не будет нужна. Рационализм - зашкаливает (как и на остальных предприятиях, где не попрощались с совком). Иногда выручали рабочие (гальваники). Например, один раз нужно было покрыть черной пленкой медные детали, - аж две штуки. Это означало, что мне придется готовить раствор для чернения меди, потом - отрабатывать саму технологию, поскольку раньше я этого не делал - делала предшественница, которая уволилась. А в описании производителя значилось все очень нечетко (например: "время выдержки от 2 до 2000 секунд - подбирается опытным путем; при слишком малом времени покрытие будет тонким и быстро сотрется, при слишком большом - будет отслаиваться..." ). Состав раствора не указан даже на качественном уровне, догадываюсь только, что поверхность покрывалась черным сульфидом меди. Что сделали рабочие? Поместили эти детали в ванну электрохимического обезжиривания, причем подключили детали не к катоду (как обычно делается), а к аноду. В результате медь покрылась черным слоем оксида. Покрытие это непрочное и склонно к шелушению, но детали быстренько высушили, маляр покрыла их лаком, после чего - отдали заказчику.
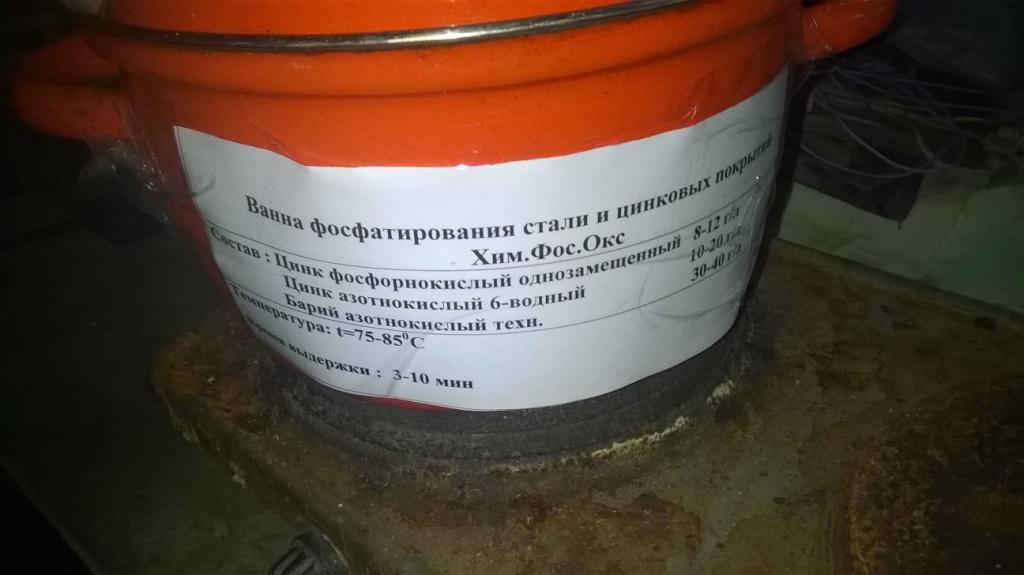
Увы, так бывало не всегда: нередко приходилось готовить новые ванны ради единичного заказа (причем мелкого). Как-то пришла ко мне начальница тех. бюро и попросила приготовить состав (ванну) фосфатирования. Начальницей она была только формально и все попытки командовать потерпели фиаско, встретившись с нелитературными словами с моей стороны. Со второго-третьего раза она поняла: если что-то надо, лучше просто попросить - после чего наши отношения стали почти идеальными. Т.к. кроме меня готовить ЭТО было некому, а сама процедура - простая: взвесить твердые вещества и растворить их в воде - взялся. Было даже интересно, учитывая прошлую работу с неорганическими фосфатами. Состав - тоже простой: дигидрофосфат цинка, нитрат цинка и нитрат бария. Все это нужно было растворить в воде при подогреве. Поскольку количество деталей было небольшим (десятки), а детали - мелкими (вроде шайб для маленьких и средних болтов) - решил приготовить 4 литра состава для фосфатирования. Заведующая специально для этого принесла из дома эмалированную кастрюлю. Сказала, что на 5 литров. Сначала я взвесил вещества (ошибка), и только потом решил проверить реальную вместимость кастрюли. Оказалось, что в нее помещается не 5, а еле 4 литра. Значит, готовить нужно 3 л раствора - пришлось взвешивать вещества заново. Растворил и отнес кастрюлю на участок гальваники. Там поставили электрическую плитку (поскольку обработка тоже должна проводиться при нагреве). К кастрюле прикрепил этикетку с описанием состава и режима обработки - чтобы рабочие знали, что и как делать. Позже, когда зашел на гальванику вносить добавки в другие ванны, поинтересовался у рабочей: - Работает фосфатирование? - Нормально. Когда заказ был выполнен, кастрюлю с составом для фосфатирования убрали в кладовку. Думаю, там кастрюля стоит до сих пор - если кто-то ее не перекинул. |
Состав для фосфатирования |
|

Варим борщ? |

|
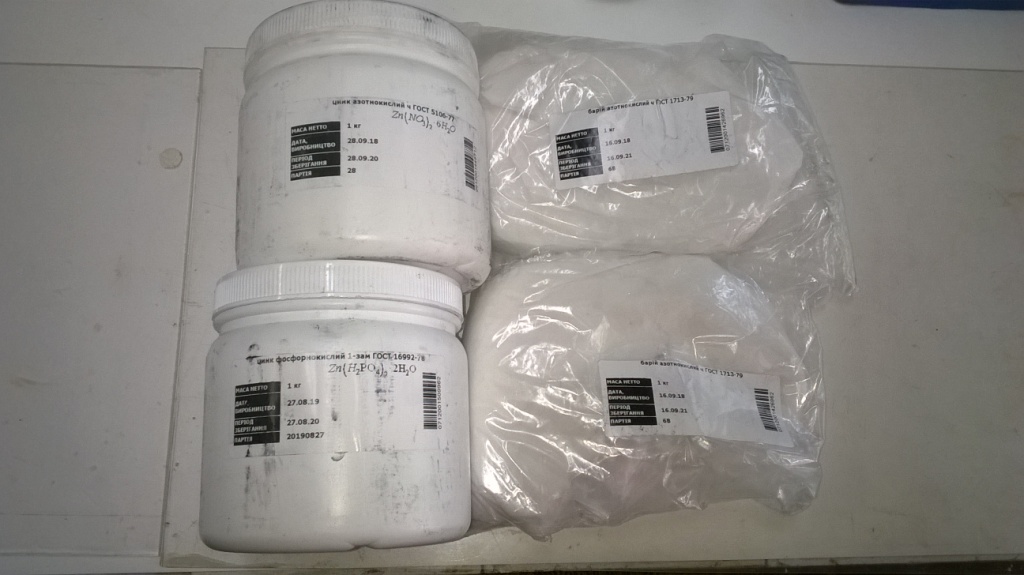
Дигидрофосфат цинка, нитрат цинка и нитрат бария |
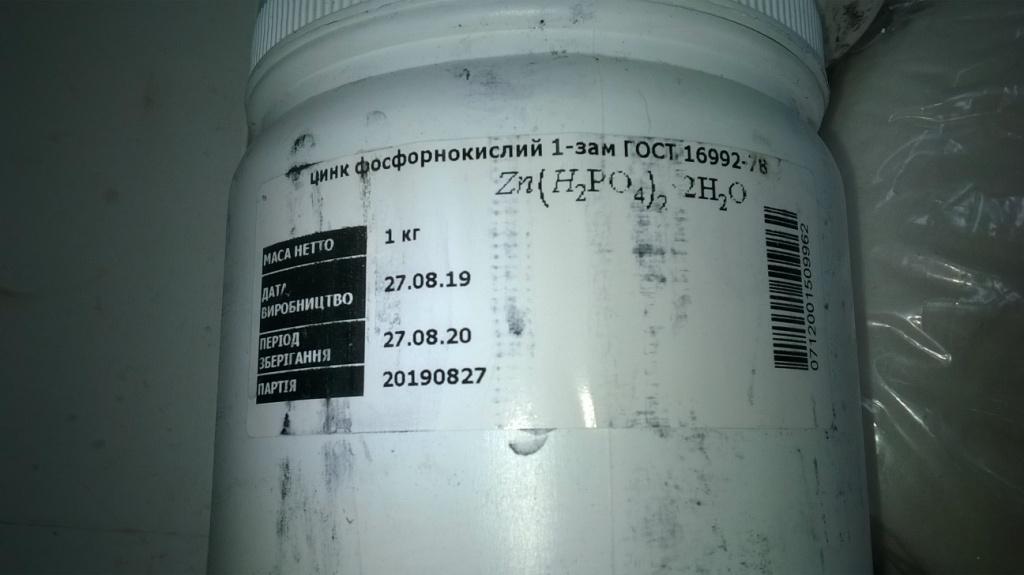
Дигидрофосфат цинка |
|
|
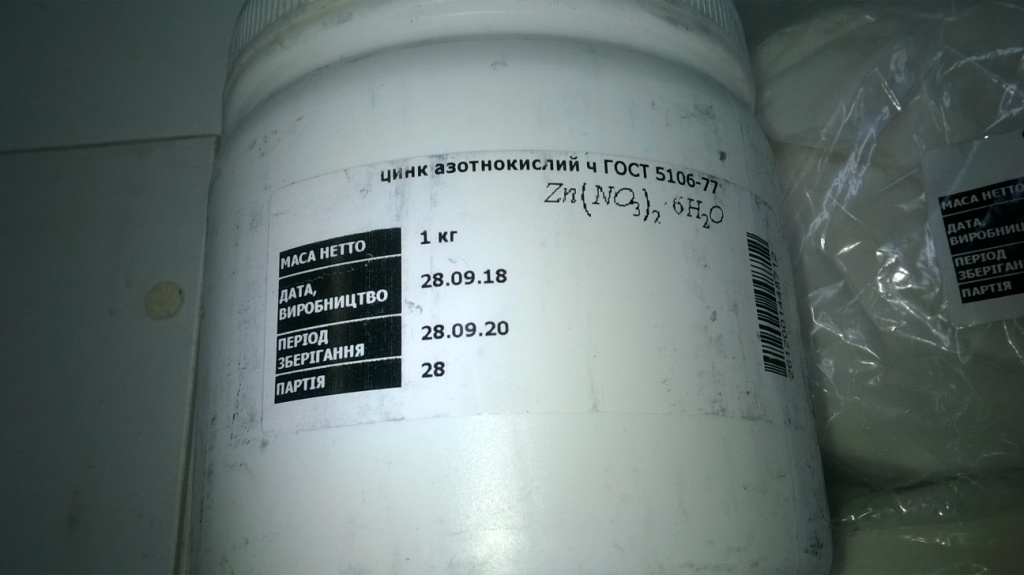
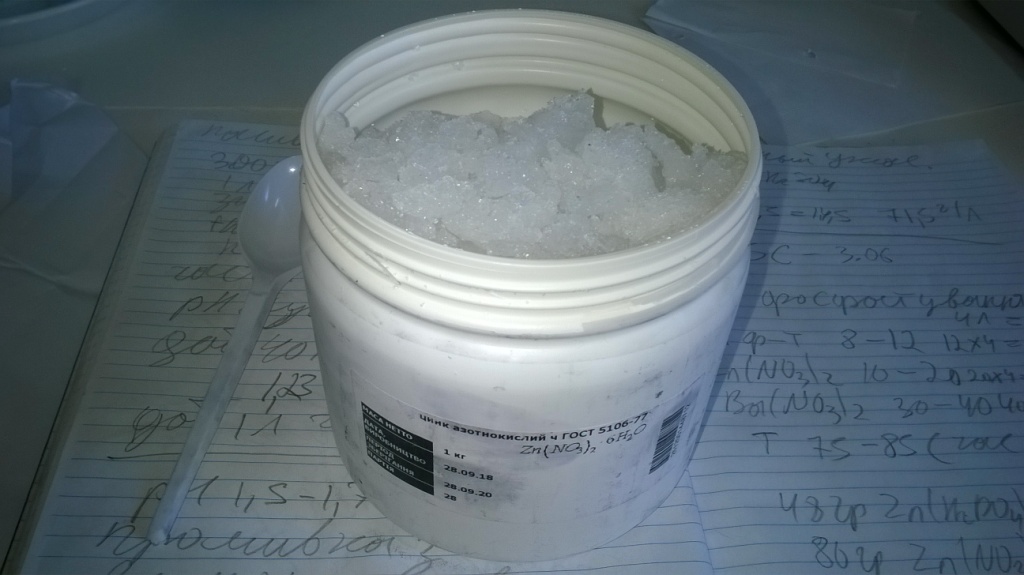
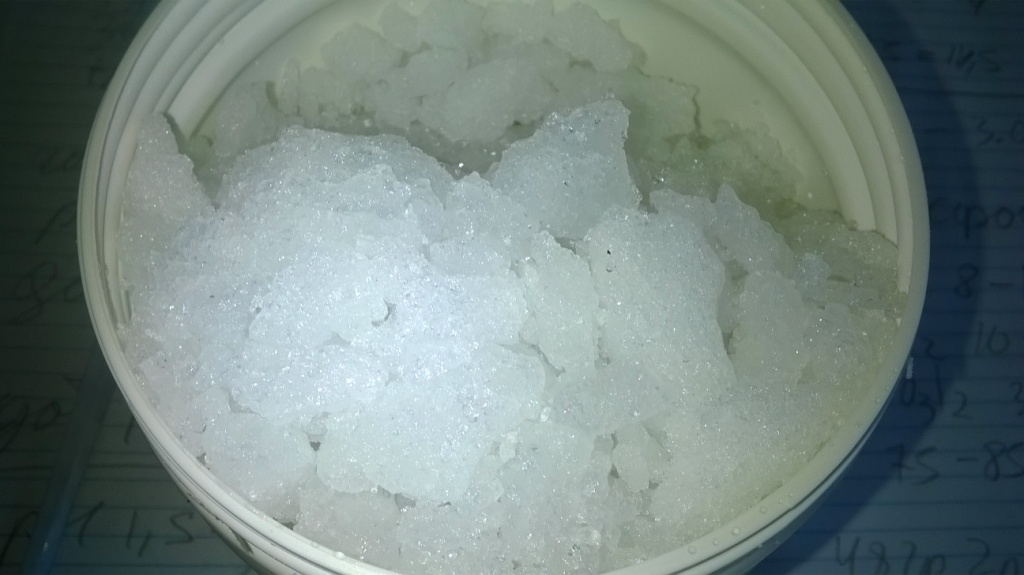
Нитрат цинка |
|
|

|
Нитрат бария |

|
|
|

Приготовление состава для фосфатирования (лаборатория) |

|

Фосфатирование деталей (участок гальваники) |
|
|
|

|
|
Комментарии
К1
Ещё фосфатирование используют для изоляции между пластинами сердечника трансформатора. Однажды у меня был такой заказ, мелкие детали - благополучно провалил.
|
Самовар на гальванике Samovar in electroplating workshop В.Н. Витер |
|
Дано: гальваническое производство.
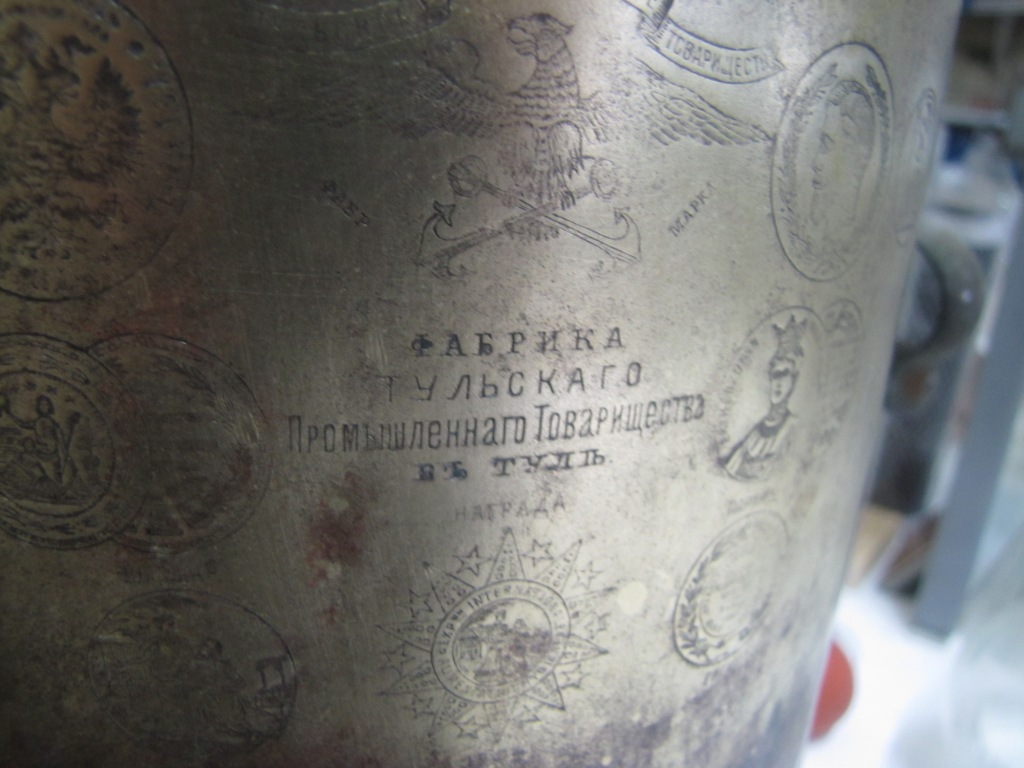
Какая там система? Было два менеджера, которые искали клиентов и собирали заказы для цеха гальваники. Собирали везде, где можно: через знакомых, в социальных сетях, на досках объявлений и т.д., и т.п. Официально менеджеры числились на должности "мастер", точнее, один из них - на должности "мастер", второй - на должности "сын директора". Разумеется, почти всю работу по поиску заказов выполнял именно первый менеджер, второй - просто числился. Иногда он находил заказы, но злые языки говорили, что деньги за эти заказы не видел даже его отец со своей фирмой... После согласования условий клиенты приносили лично или присылали изделия, которые нужно покрыть гальванически. Менеджеры их принимали и относили рабочим. Технолог тут, как правило, не требовался, и это было хорошо. Но один раз тот второй менеджер позвал меня и показал... два старых латунных самовара. Он спросил, что с ними делать? Я был от таких вопросов не в восторге, поскольку хорошо знал, как поддерживать в рабочем состоянии гальванические ванны (а, если это невозможно, как готовить новые), но, как вернуть привлекательный вид таким изделиям, - представлял только в общих чертах. Потом оказалось, что самовары принадлежат кому-то из заводского начальства (т.е. оплаты за работу не будет, а проблем, если испортишь, будет предостаточно). Открываю крышку одного из самоваров, а там накипи - намеренно. Такое впечатление, словно трубу и внутренние стенки самовара кто-то вымазал алебастром. Сам корпус - не желтый, а серебристый. Менеджер спрашивает: - Так и должно быть? - Нет: это - Смесью азотной и серной? (Она имеет специфическое название, я уже забыл, там еще добавляют хлорид натрия). - Рискованно. Для начала - лимонной. Взял один самовар без крышки в лабораторию. Самовар с крышкой менеджер дать мне побоялся - чтобы я не присвоил его и не унес домой (некоторые люди по себе и других судят - и с этим ничего не поделаешь...) Приношу самовар в лабораторию. Попросил у соседок килограмм лимонной кислоты, засыпал, залил водой. Началась активная реакция, полетел едкий аэрозоль - пришлось самовар ставить под вытяжку. Кран, оказалось, пропускает, пришлось под него подставить срезанную канистру. Тут я немного рассмотрел самовар: на корпусе были выгравированы специальные картинки - "медали", в центре стояло клеймо "Фабрика тульского промышленного товарищества", потом мне объяснили, что именно эти медали ценятся коллекционерами. Это нечто вроде знака качества и/или наград на выставках. |

Принес в лабораторию... старый тульский самовар |

|

|

|

|

|

|

|
|

|

|

|

|

|

|
|
Медали - медалями, а лимонная кислота отъедать накипь не желала. Реакция началась бурно, но вскоре прекратилась. За сутки накипь так и осталась. Раз так - в лаборатории с этим самоваром делать больше нечего.
|

Залил в самовар раствор лимонной кислоты: реакция началась бурно, но вскоре затихла |

|

|

|

|

Лимонная кислота не убрала накипь |

|

|

|
|
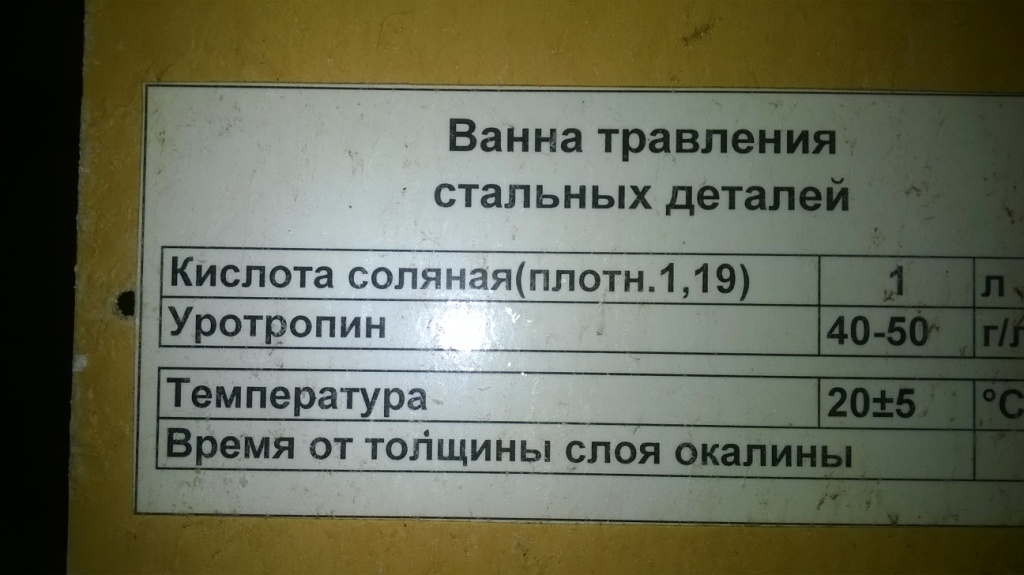
Взял самовар в цех. Там есть ванна: соляная кислота с уротропином - для очистки стали от ржавчины. Решил, что латуни эта ванна тоже не повредит. Сначала залил раствор из ванны внутрь корпуса, потом опустил все изделие в ванну. Началась бурная реакция, толстые куски накипи, наконец, стали отставать.
Мои манипуляции увидел рабочий-гальваник. Оказывается, что подобные самовары ему приходилось приводить в "божеский вид" уже много раз. Первую стадию я угадал - ванна соляная кислота с уротропином. Дальше - "ванна травления деталей из меди и ее сплавов": серная кислота - азотная кислота - хлорид натрия. Изделия опускают на короткое время, чтобы медь (в данном случае - латунь) освободить от налета оксидов и т.п. Потом самое трудоемкое - полировка поверхности. Так что я с удовольствием отдал самовар гальванику. Первый менеджер давал самовары сразу рабочим, но второй (по незнанию) поручил их мне. |
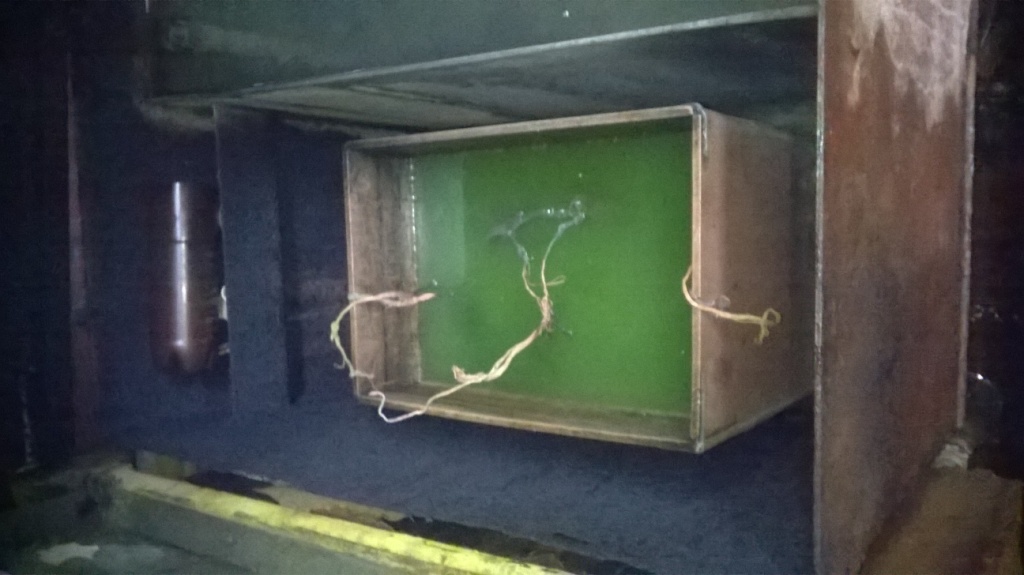
Ванна травления стальных деталей |
|

Залил в самовар соляную кислоту с уротропином (ингибитор коррозии) |

|

|

|
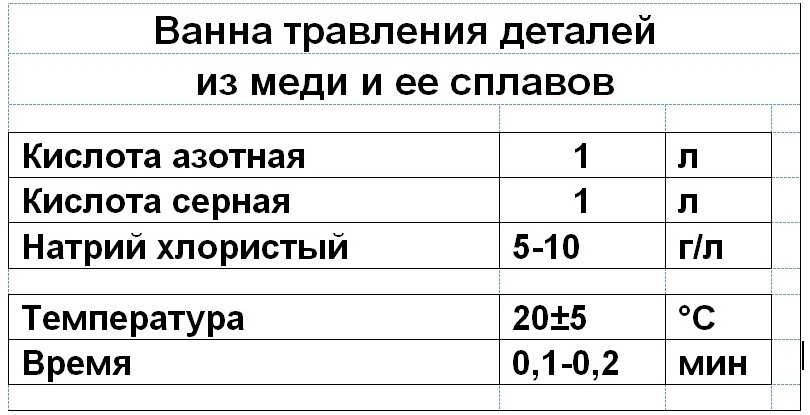
Состав ванны травления меди и ее сплавов |

Самовар после очистки в ванне травления меди и ее сплавов. Следующий этап - полировка |
|
Позже бригадир показал мне аналогичный самовар, который он принес с дома. На работе он удалил накипь изнутри и налет с внешней поверхности самовара, отполировал, но домой так его и не забрал - за ненадобностью. На последних фото (взял из интернета) показаны похожие самовары. Да простят любители "старых добрых времен", но электрический чайник нравится мне больше, чем эти чудеса археологии: стоят - дорого, смотреть - красиво, а пользы - ноль.
|

|

|

|

