| Оглавление | Видео опыты по химии | На главную страницу |
|
Химия и Химики № 1 2008 |
Руководство по основам стеклодувного дела М. М. Голь |
|
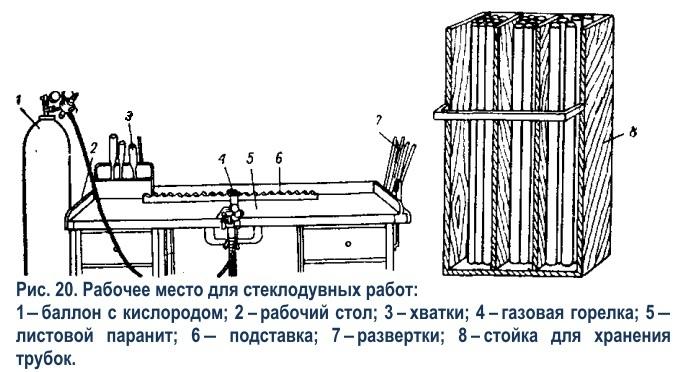
Обнаружив ошибку на странице, выделите ее и нажмите Ctrl + Enter Глава 2. ОБОРУДОВАНИЕ И ИНСТРУМЕНТЫОчень важно, чтобы стол и стул, которыми пользуется работающий, соответствовали его росту (обычно высота стола — 850-900 мм). Садясь надо следить, чтобы грудная клетка выдавалась бы над уровнем верхней плоскости стола и чтобы, при необходимости, локти работающего могли бы свободно опираться о стол, размеры верхней доски 1200 х 800 мм. Верхняя плоскость стола ограничивается с трех сторон, кроме обращенной к работающему, бортиками высотой 25-30 мм. Полезно, чтобы стол имел несколько выдвижных ящиков, куда помещают чертежи, эскизы, руководства, мелкий инвентарь, ценные металлы, предназначенные к впаиванию в стекло и другие мелкие предметы (точило, нож). Верхняя плоскость стола (рис.20) покрывается обязательно асбестированным паранитовым листом толщиной 2-3 мм. Это требование рекомендуется строго соблюдать, так как нередки случаи, когда разогретое стекло кладут на деревянную поверхность стола, а это вызывает разогрев древесины, тление с выделением едкого дыма, иногда возгорание и даже пожар. Паранит кладут не до самого конца стола, а на расстоянии 100-150 мм от края, чтобы рукава работающего не задевали лист и не обрывали его. |
|
|
|
Инвентарь, приспособления, оборудование и оснастку следует располагать таким образом, чтобы все было под рукой. Практикой доказано примерно следующее расположение. В середине края стола перед работающим крепится стеклодувная газовая горелка для получения необходимого пламени. Справа от основной горелки (вблизи стола на полке или в шкафчике) помещают малые горелки, необходимые для получения небольшого узкого или острого пламени. Для подвода горючего газа, воздуха, кислорода применяют надежные гибкие резиновые шланги, которые располагаются под верхней доской стола. Это делается для того, чтобы шланги, во-первых, не мешали работе, и, во-вторых, не подвергались возможным повреждениям, что неминуемо приведет к несчастному случаю. Параллельно длине стола, на расстоянии 500-550 мм от работающего, надо поместить деревянный брусок (подставку), имеющий на расстоянии 4-5 см друг от друга возвышенности (зубцы) и углубления (впадины). Наличие такой подставки, служащей для помещения горячих заготовок и изделий, совершенно необходимо, чтобы избежать соприкосновения горячего стекла с холодными предметами (это ведет к растрескиванию стекла) и для предохранения рук от ожогов, неизбежных при беспорядочном размещении предметов на рабочем столе. Длина подставки 600-700 мм. Чтобы стекло не соприкасалось непосредственно с древесиной, все деревянные приспособления и инструмент до начала работы необходимо обуглить легкой обработкой в пламени горелки. По углам стола для помещения заготовок, полуфабрикатов, деталей и других предметов устанавливают штативы. На правой боковой стороне стола крепится планка с прорезью для помещения различных инструментов (развертки, ножницы, крючок для резки стекла). К левой боковой стороне крепят крючки для подвешивания щипцов, форм, хватков и др. Вблизи рабочего места (в шкафу или на полке) располагают различные приспособления: катки, пламяотражатель и др. В центре стола ставят банку с раствором хлористого натрия (поваренная соль) с помазком. Раствор необходим для того, чтобы в случае наблюдения начала расстекловывания (появление матовости, помутнение) ввести небольшое количество раствора в пламя горелки и продолжать обработку. В большинстве случаев помутнение после этого исчезает. Стеклянные трубки — основной полуфабрикат для всех стеклодувных работ — хранятся, как правило, в материальной кладовой по сортам стекла, по диаметрам и толщине стенок. Для текущей работы полезно иметь рядом с рабочим местом небольшой запас разнообразных, наиболее часто употребляемых трубок. Трубки следует хранить в специально оборудованном деревянном шкафчике с подразделениями на отдельные отсеки — клетки. В каждой клетке хранятся трубки только одного сорта стекла, диаметра и толщины стенки. Для удобства пользования хорошо прикрепить к каждой клетке бирку-ярлык с обозначением сорта стекла. Трубки в шкафчике хранятся в стоячем положении. Необходимо учитывать, что при длительном хранении трубки покрываются пылью, как снаружи, так и внутри, поэтому торцы трубок следует тщательно закрывать. Пользоваться запыленными трубками нельзя, так как при обработке в пламени горелки это может привести к помутнению и расстекловыванию. Брать трубку из стойки надо всегда внимательно и осторожно. Небрежное и опрометчивое обращение со стеклянными изделиями вызывает их поломку, порезы рук, образование царапин на стекле, отражающихся на дальнейших стеклодувных операциях. При хранении капиллярных и термометрических трубок, края их специально запаивают с обоих концов для предохранения от попадания пыли. На первоначальной стадии освоения стеклодувных работ следует брать трубки из легкоплавкого стекла № 23 диаметром не более 6-8 мм, с толщиной стенок 0,7-1,0 мм, длиной 250-300 мм. Торцы этих трубок рекомендуется оплавить во избежание порезов рук и губ при поддувании. Часто приходится обрабатывать и кварцевое стекло, требующее пламени высокой температуры. В этих случаях надо пользоваться особыми кварцедувными горелками, рассчитанными на водородно-кислородное пламя и на сжигание газа в кислороде. Следует предусмотреть возможность крепления в отдельном изолированном помещении баллона с кислородом или водородом. Шланг для подачи кислорода должен выдерживать давление не менее 5,0 атм. Необходимо твердо придерживаться правила — не допускать загромождения стола ненужными и излишними деталями, заготовками и другими предметами, мешающими работе и являющимися источником неприятных происшествий (порезы, ожоги и т.п.). |
|
|
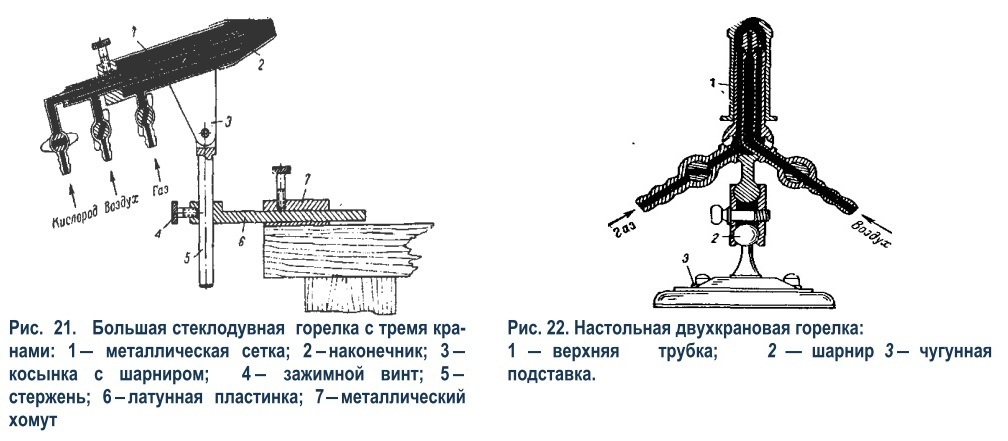
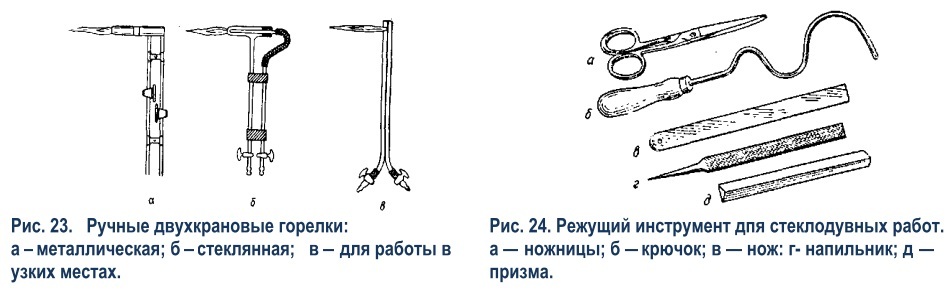
В многочисленных лабораториях, на разных заводах, фабриках и других предприятиях применяются стеклодувные горелки разнообразных типов. Однако основное их устройство почти одинаково. Главную часть горелки представляют две или три вставленные одна в другую концентрические латунные трубки. На рис.21 показана большая стеклодувная горелка с тремя кранами. По наружной трубке подается горючий газ, по второй — воздух, по третьей — кислород. В зависимости от потребности можно сжигать газ в смеси с воздухом или в смеси с кислородом, либо в воздухе, обогащенном кислородом. Наружная трубка, по которой подается газ, снабжается на конце сменяемым коническим наконечником; такой же формы наконечник навинчивается и на вторую трубку — для воздуха; на третьей трубке, по которой подается кислород, ничего не крепится, так как отверстие трубки слишком мало (1-1,5 мм). Наконечники одеваются на трубки для того, чтобы получить пламя большего или меньшего размера. До смешения с воздухом или кислородом газ проходит через сетку, чтобы распределиться более равномерной струей. Наружная трубка имеет приваренную металлическую косынку, обеспечивающую посредством шарнира возможность поворота горелки под любым углом. Помимо этого, при помощи стержня и зажимного винта горелка может передвигаться вверх и вниз до определенного предела. Металлический хомут, который прикрепляется к столу, и латунная пластина дают возможность с помощью винта передвигать горелку в направлениях к работающему и от работающего. Такое простое устройство позволяет устанавливать горелку в самые различные положения, необходимые для работы. Во избежание перегрева полезно наружную трубку изолировать асбестом или другим изоляционным материалом. Трущиеся части этого устройства — стержень и пластину — следует периодически смазывать тавотом. При пользовании горелкой надо учитывать, что зажигать ее можно лишь при закрытых воздушном и кислородном кранах, и что добавка к воздуху кислорода значительно повышает температуру пламени. На рис.22 и 23 приведено несколько видов двухкрановых горелок — настольных и ручных. Отличаются они тем, что не имеют трубки для подачи кислорода и сложной системы крепления. Горелка имеет одну трубку с краном для подачи газа, другую — для подачи воздуха. Поверх этих трубок одевается еще одна наружная с наконечником. Поворот горелки под требуемый угол осуществляется с помощью шарнира. Для устойчивости горелка имеет чугунную подставку. К малым ручным горелкам применяют также различные наконечники, которые дают возможность получения ровного без толчков пламени. Ручной горелкой можно спаивать трубки диаметром до 25 мм. Предполагается, что каждая лаборатория имеет подвод горючего газа и установку, обеспечивающую подачу сжатого воздуха, а поэтому способы получения горючего газа и дутья для горелок не приводятся. |
|
|
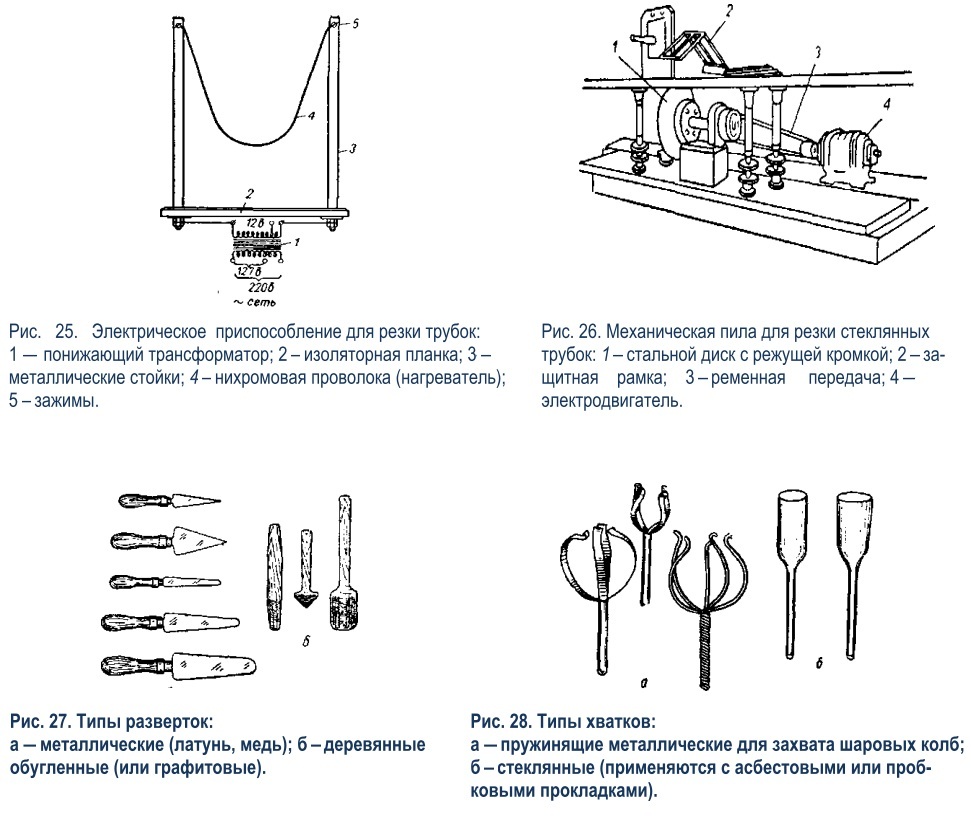
Наиболее часто применяемые инструменты для резки трубок при стеклодувных работах показаны на рис.24. При индивидуальной работе, вполне удобным инструментом является стальная пластинка (нож) длиной ~200 мм, толщиной 2-2,5 мм и шириной 25-30 мм. Длинные стороны стачивают под углом 45°. Важно, чтобы режущая кромка имела мелкие зазубрины, хорошо видимые через лупу. Если кромку заточить слишком гладко (зашлифовать), нож к резке стеклянных трубок не будет пригоден. Рекомендуется нож делать из победита или марочной стали и после заточки закаливать его в растворе поваренной соли. Часто пользуются для нанесения метки различными напильниками. Насечки на напильниках должны быть мелкими. Метки от напильника грубее, чем от ножа. Для резки трубок диаметром более 25 мм применяют металлические крючки с деревянными или пластмассовыми ручками. Размеры изгибов на крючках делаются с расчетом диаметров труб, подлежащих резке. Крючки изготавливаются из круглой проволоки диаметром 3-6 мм. Короткие концы трубок и капиллярные трубки отрезают при помощи трехгранной призмы. Резку размягченного стекла, в частности фигурную резку, выполняют обыкновенными ножницами. Трубки и заготовки больших диаметров (>150 мм) разрезают часто при помощи приспособления с нихромовой проволокой (толщина 1,0 мм), нагреваемой электрическим током (рис.25). Питание производится электрическим током от городской сети — 127 или 220 В. Рабочее напряжение — 12 В. |
|
|
При массовой резке стеклянных трубок применяется механическая пила (рис.26). Резку производят с помощью стального диска диаметром 300-400 мм, толщиной 3-4 мм, кромки которого остро затачивают. Такой диск дает ровную круговую трещину и отламывание по метке производится легко и просто. Диск насаживается на вал, приводимый в движение электродвигателем через ременную передачу. Обращение с механической пилой требует строгого соблюдения правил техники безопасности. К работе у пилы допускаются только лица, прошедшие соответствующий инструктаж. Диск закрыт защитной рамкой. Вращение следует производить против часовой стрелки со скоростью 500-600 об/мин. Различные типы металлических, деревянных и графитовых разверток приводятся на рис.27. При всевозможных стеклодувных работах практикуется операция развертывания, о сущности которой будет сказано далее. Развертки делаются из латуни или меди. Стальные развертки применять не рекомендуется, так как при соприкосновении с горячим стеклом появляется окалина, попадающая на стекло и портящее его внешний вид. Развертку, как и другой металлический инструмент, необходимо содержать в чистоте и порядке, периодически зачищать образовавшиеся шероховатости, неровности, заусеницы, регулярно смазывать жиром или парафином. При обработке колб, цилиндров и других сосудов необходимо иметь инструмент для их удерживания в разогретом состоянии и при систематическом подогреве в пламени стеклодувной горелки. Такими инструментами являются хватки, которые изготовляют из медных или латунных полосок и выгибают с таким расчетом, чтобы на 2/3 охватить изделие. На рис.28 показаны несколько типов таких хватков. Для надежности в работе концы полосок после помещения изделия связываются асбестовым шнуром или проволокой. Иногда удобно пользоваться стеклянными хватками. Следует избегать соприкосновения стекла со стеклом, поэтому в стеклянные хватки помещают изделия только с асбестовой или пробковой прокладками. |

|
|
Для обжатия заготовок, сплющивания размягченного стекла, припайки небольших кусочков стекла и выполнения других подобных операций применяют щипцы и пинцеты разных типов и размеров. На рис.29 приведено несколько типов таких щипцов. Щипцы делают из стали, а поручни — из дерева. Рабочие пластины выполняют из латуни, меди или графита. Важно, чтобы рабочие пластины были всегда строго параллельны. При массовом изготовлении стеклодувным путем тонкостенных однотипных изделий (шар, цилиндр, елочные украшения и другие) пользуются формами (рис.30) из латуни или алюминия. Формы состоят из двух половинок, соединяющихся по направляющим с помощью рычага. В теле формы выгравировано очертание будущего изделия и, когда стекло находится в размягченном пластическом состоянии, заготовка вносится в форму, которая закрывается. Легким поддуванием размягченной заготовки достигается надежное прилегание стекла ко всем стенкам и неровностям формы. Когда форму раскрывают, получается изделие, точно воспроизводящее все очертания формы. За формами требуется регулярный уход: смазка направляющих стержней, удаление накопившейся пыли, сажи и т.п. |
|
|
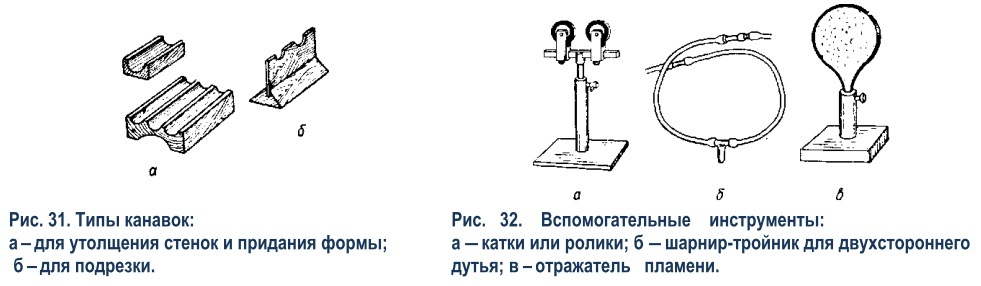
Для выполнения процесса утолщения стенки размягченного стекла, придания нужного размера, формования дна и для других операций применяют канавки, обкатки или колодки. На рис.31 показаны типы канавок, которые сделаны из дерева твердых пород (дуб, клен, ясень, груша). Полуцилиндры в канавках должны иметь совершенно правильную форму. Как уже отмечалось, размягченное стекло может соприкасаться с деревом после его обугливания. Канавки до начала работ следует обуглить в пламени горелки. Для получения узких, круглых вмятин на стекле (подрезка) пользуются канавкой из толстой фанерки, укрепленной на подставке. При обработке крупных труб и цилиндров или в случае, когда изделие держать на весу в руках неудобно и трудно, применяют катки или ролики (рис.32, а). На прочной подставке укреплена втулка, в которую входит передвигающаяся трубка с перекладиной. На перекладине помещены также передвигающиеся ролики. До того, как поместить изделие на ролики для вращения в пламени горелки, в желобки роликов укладывают асбестовый шнур или другую прокладку, чтобы избежать соприкосновения стекла с металлом. Если надо проводить поддувание с двух сторон, пользуются шарнирным тройником (рис.32, б), состоящим из двух отрезков резинового шланга. Поддуваемый через тройник воздух равномерно распределится по двум шлангам и будет достигнуто двухстороннее дутье. Для полного использования пламени и создания более высокой температуры пользуются отражателем пламени (рис.32, в). К металлической проволоке, входящей во втулку на прочной подставке, крепится листовой асбест толщиной 2-2,5 мм. Отражатель ставится при работе таким образом, чтобы пламя горелки после обтекания изделия ударялось в асбест и отражалось обратно на изделие. |
|
|
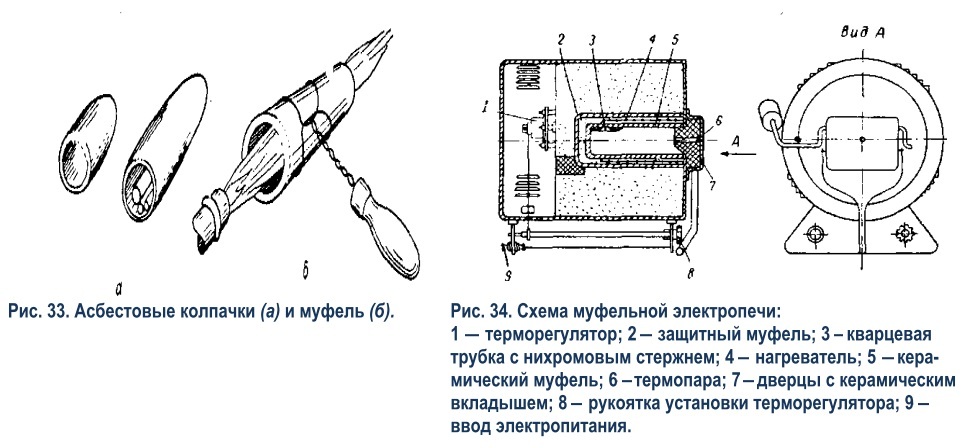
Во избежание быстрого охлаждения изделия или заготовки, что может привести к возникновению внутренних напряжений и растрескиванию, применяют асбестовые колпачки или муфели различных типов и размеров (рис.33). Колпачки готовят из асбестовой крошки или листа. Асбест размачивают водой, из образовавшейся массы делают колпачки, а затем их сушат. Толщина стенок колпачков 3-4 мм. Горячее изделие укрывают горячим колпачком или помещают в горячий муфель для постепенного охлаждения. Небольшие тонкостенные изделия после изготовления отжигают непосредственно на горелке в восстановительной зоне, более крупные и сложные изделия подвергаются отжигу в специальных печах. Наиболее распространены и вполне оправдали себя в работе электрические муфельные печи (рис.34). Отжиг стекла после изготовления необходим почти во всех случаях для устранения или смягчения внутренних напряжений. Помимо перечисленных инструментов и приспособлений при выполнении стеклодувных работ надо иметь под рукой наждачный камень для точки и заправки ножей, набор вольфрамовых игл различной толщины, необходимых для прокалывания отверстий в размягченном стекле или создания углублений и выпуклостей, металлический ящик для боя стекла и отходов. |