| Оглавление | Видео опыты по химии | На главную страницу |
|
Химия и Химики № 1 2008 |
Руководство по основам стеклодувного дела М. М. Голь |
|
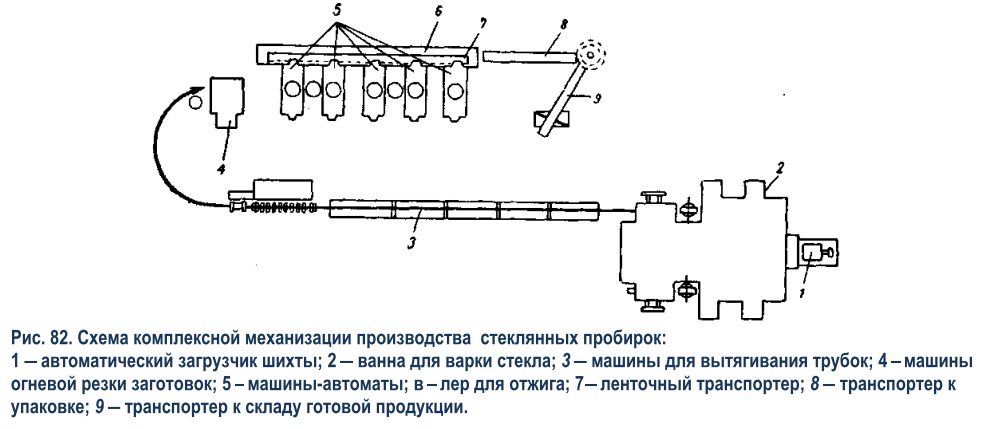
Обнаружив ошибку на странице, выделите ее и нажмите Ctrl + Enter Глава 4. СТЕКЛОДУВНЫЕ ИЗДЕЛИЯ БЕЗ СПАИВАНИЯИзготовление пробирок. Широко распространенным стеклодувным изделием является пробирка. В настоящее время пробирки в массовых количествах изготавливаются механизированным путем на полуавтоматических установках (завод Лаборприбор). Как видно из схемы комплексной механизации производства пробирок (рис.82), стекло из стекловаренной ванной печи подается в машины для вытягивания трубок, а затем в машины огневой резки заготовок. Заготовки передаются в машины-автоматы, где происходит оплавление, разбортовка и формирование дна. Затем пробирки поступают в лер для отжига (при 540-560°С) и ленточным транспортером передаются для упаковки и в склад готовой продукции. |
|
|
|
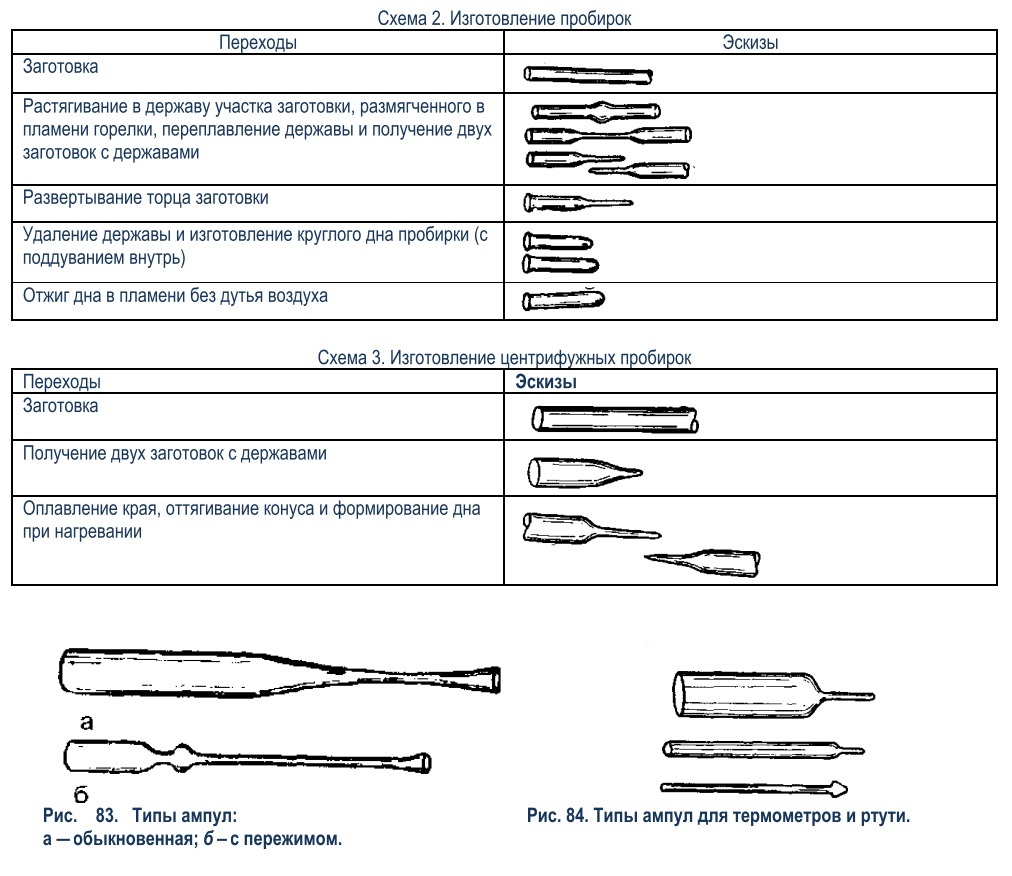
В практике лабораторной работы часто приходится непосредственно на месте изготовлять пробирки различных размеров и фасонов. Технологический процесс и последовательность переходов при изготовлении пробирок приводятся на схеме 2. Пробирки для центрифуг, имеющие конусообразное дно, изготавливаются по тому же технологическому процессу, но перед удалением державы участок заготовки перед державой разогревают, оттягивают заданный конус и формируют дно (схема 3). Отжиг производят в пламени горелки без дутья воздуха. Изготовление ампул. Ампулы обыкновенные и с пережимом (для лекарств), флаконы для антибиотиков изготавливаются из трубок на заводах ампульных препаратов и в специальных цехах фармацевтических заводов. Изготовление ведут на ампульных автоматах карусельного типа «Амбег», АМ-4, АА-24. Флаконы для антибиотиков производят также непосредственно из стекломассы. |
|
|
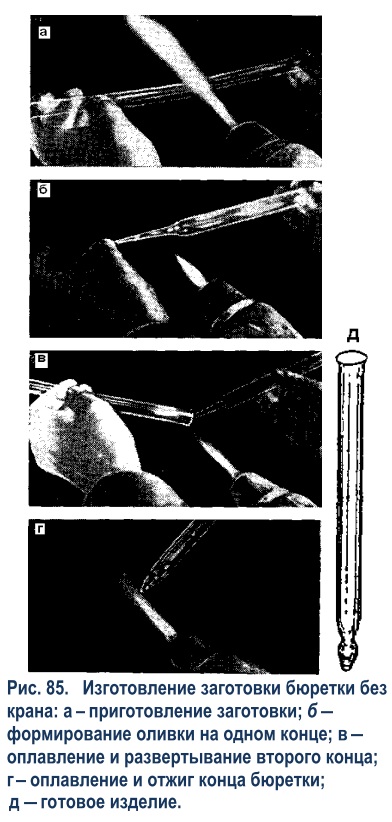
Ручное изготовление ампул аналогично производству пробирок (см. схему 2), но вместо развертывания края оттягивают небольшую державу для заполнения ампулы необходимым раствором (стебель). Если требуется ампула с плоским дном, то его формируют так, как это показано на рис.55. Типы ампул приведены на рис.83. Ампулы обыкновенные изготавливают емкостью 1-50 мл. Диаметр пульки 9,0-26 мм; диаметр стебля 2,0-8,0 мм; высота ампулы 100-220 мм; толщина стенки 0,4-1,0 мм. Ампулы для термометров, как и ассортимент термометров, бывают следующих типов: метеорологические, лабораторные, нефтяные, сельскохозяйственные, промышленные, технические, специальные, контактные и бытовые; по типу размеров имеется более 4000 позиций. Основное производство термометров сосредоточено на Клинском термометровом заводе и Ивановской фабрике термометров. Ампулы и капилляры изготавливаются из термометрического стекла (рис.84). Вытягивание капилляра производится путем нагревания малого участка тонкостенной трубки. После разрезания капилляра на нужные размеры проводят его калибровку и на одном конце формируют резервуар (шарик, цилиндр или другая форма) для помещения термометрической жидкости (ртуть, этиловый спирт, толуол и т.п.). Наполнение ртутью, газом, подбор шкалы и сборка выполняются на предприятиях, специально оборудованных для производства термометров. Изготовление заготовки мерной бюретки (рис.85). Работа начинается с приготовления заготовки нужного диаметра. Длину заготовки можно определить ориентировочно (см. Приложение II). Например, если требуется изготовить бюретку емкостью 20 мл, то при диаметре трубки в 10 мм нужна высота в 255 мм. Учитывая необходимость формирования внизу спускного носика, а в верхней части развернутого края берут заготовку длиной 350 мм. На одном конце заготовки формируют оливки (рис.52) для возможности одевания резинового шланга, на втором конце производят оплавление и развертывание края; отжиг проводят в пламени горелки без дутья воздуха. Часто применяются бюретки с краном. Для этого к нижнему концу бюретки припаивают стеклянный кран, состоящий из муфты, пробки и отводных трубок. |
|
|
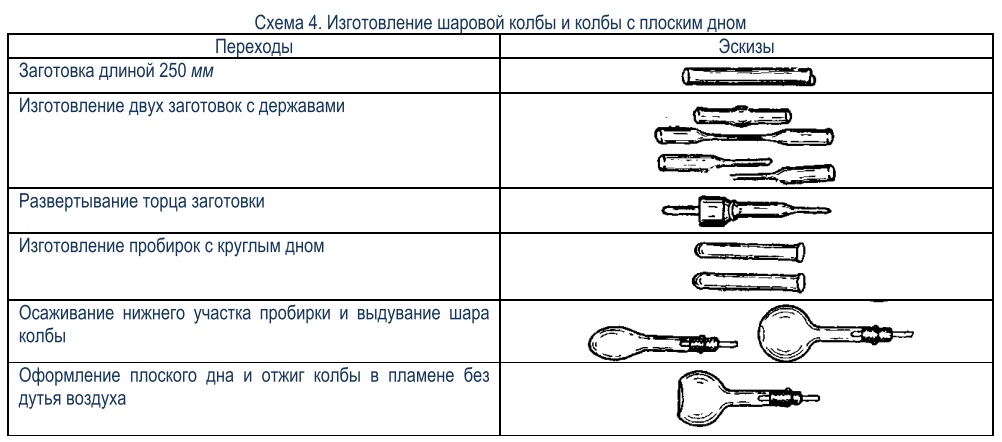
В лабораторной практике широко пользуются мерными бюретками (с нанесенными делениями). Работа по нанесению делений (градуировка), как правило, выполняется отдельно, так как она требует наличия особого оборудования (делительной машины), приспособлений, инструмента и квалификации работающего. В случаях, не требующих особой точности, можно деления нанести хорошо отточенным ножом для резки трубок (рис.24, в). В бюретку из мензурки с делениями выливают определенный объем жидкости и отмечают ее границу. На этом месте мелком или мылом делают отметку для нанесения деления. На месте отметки надо ножом провести несколько раз движениями, напоминающими пиление. Сильно надавливать на стеклянную трубку не следует, так как можно разбить стекло. Для лучшей видимости в деление вносят краску (белила, сурик и т.п.). Изготовление колбы. При выборе трубки для изготовления колбы надо исходить, в первую очередь, из заданной емкости будущей колбы и из того, что диаметр шара колбы будет примерно в 2,5-3 раза больше диаметра исходной трубки. Например, требуется получить колбу емкостью ~100 мл. Такой емкости соответствует шар диаметром 58 мм (см. Приложение I). Следовательно, нужно выбрать трубку диаметром ~20 мм. Технологический процесс и последовательность переходов по изготовлению шаровой колбы и колбы с плоским дном приведены на схеме 4. От трубки соответствующего диаметра отрезают заготовку длиной ~250-300 мм. После нагревания производят раздувание шарика и растягивание с получением двух заготовок с державами. У каждой заготовки проводят развертывание торца и изготовление пробирки с круглым дном. Нижний конец пробирки вновь нагревают, стекло осаживают для накопления стекломассы и постепенно раздувают, сначала в виде вытянутого пузыря, а затем в виде правильного круглого шара. |
|
|
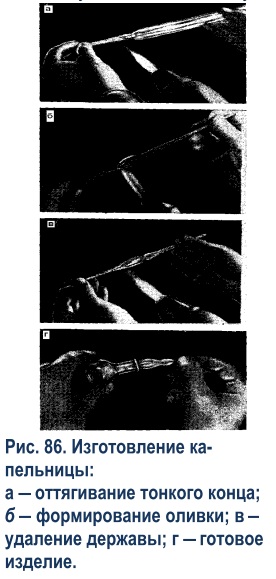
Если требуется получить плоское дно, последнее еще в размягченном состоянии обрабатывают плоской разверткой или достигают этого соприкосновением с плоскостью обугленной доски, фанерки и т.п. Коническую колбу получают таким же путем, но размягченный шар обрабатывается вращением в деревянной или графитовой конической обкатке, колодке. Изготовление капельницы. Капельница состоит из двух деталей: колбы для хранения вещества и пипетки для набора и отсчета капель. Колбу в большинстве случаев можно подобрать готовую. Пипетку изготовляют из трубки. Диаметр трубки подбирают таким образом, чтобы полая пробка, которая будет изготовлена у пипетки, совпала бы с внутренним диаметром горлышка колбы. Причем надо учитывать, что горлышко будет еще притираться для обеспечения герметичности, так как капельницы часто используют для легко летучих и ядовитых веществ. |
|
|
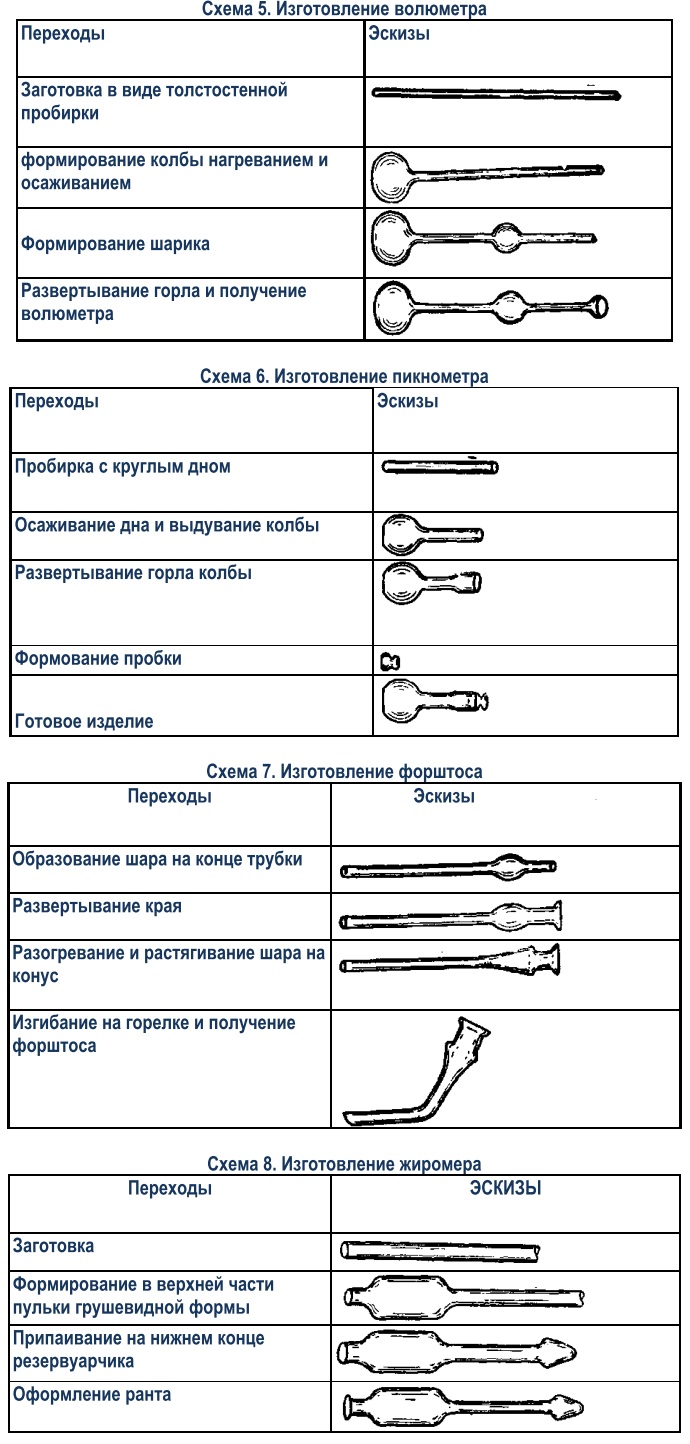
У отобранной для пипетки трубки сперва стягивают тонкую державу; после повторного нагревания формируют оливку, переходящую в верхней части в полую пробку. Иногда на верхнюю часть пипетки надевают резиновый колпачок (рис.86). Изготовление волюметра. Применяются различные виды волюметров, служащих для определения объема жидкостей. Широко распространены волюметры, представляющие собой небольшую стеклянную колбочку с длинным и узким горлом, на котором раздут небольшой шарик. Процесс изготовления такого волюметра приводится на схеме 5. В качестве заготовки отбирают трубку диаметром 5-6 мм. Нагреванием и осаживанием формируют на конце колбу требуемой емкости. Затем повторным нагреванием и раздуванием формируют малый шарик, заданного объема. Открытый конец колбы оплавляют и развертывают. Вогнутость дна можно достигнуть легким вдуванием в себя подогретого воздуха перед окончанием работы. Изготовление пикнометра (схема 6). Простейший пикнометр представляет собой небольшую колбочку с узкой и длинной шейкой, на которой наносится деление. Посредством пикнометра определяют плотность жидкости. Для изготовления такого пикнометра берут трубку небольшого диаметра (4-5 мм). Сначала обычным путем получают круглое дно, затем нагреванием и осаживанием формируют колбу заданной емкости. Диаметр ее определяют по вспомогательной таблице (см. Приложение I). Для устойчивости колбы оформляют плоское дно, что можно сделать легким прикосновением к графитовой поверхности, при поддувании. С помощью щипцов оформляют перед горловиной пережим. Горловину отделывают графитовой или металлической разверткой. Каждый пикнометр комплектуется со стеклянной пробкой. Массивные стеклянные пробки изготавливают из стеклянных палочек. Для этого достаточно разогреть до размягчения палочку соответствующего диаметра и сразу же поместить разогретую массу в металлическую форму. При небольшом давлении стекло примет внутренние очертания формы и пробка готова для направления в отжиг. Иногда необходимо иметь полые пробки, которые изготавливают из трубки соответствующего диаметра. |
|
|
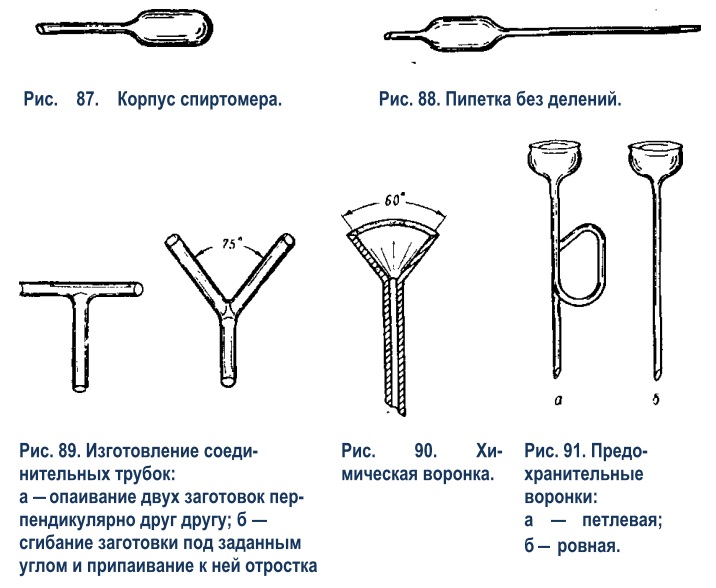
Изготовление форштоса (схема 7). Форштосы — приспособления для отвода жидкостей — изготавливают из толстостенных трубок с толщиной стенки ~2,0 мм и диаметром 20-25 мм. На одном из концов раздувают небольшой шар. Конец трубки для прочности после нагревания развертывают с образованием ранта, а шар нагревают и растягивают в виде эллипса. Конец закрывают пробкой. Повторным нагреванием эллипс растягивают в виде конуса. Для обеспечения возможности правильного изгиба заготовку в отмеченном месте разогревают и производят осаживание, т.е. накопление стекла. После должного размягчения сгибают трубку под углом 135-150° и обрезают по заданному размеру. Изделие подлежит отжигу. Изготовление жиромера (схема 8). Жиромеры бывают различных видов, диаметров и длины. В качестве заготовки берут трубку диаметром 12-15 мм, длиной 200 мм. После разогревания в верхней части формируют пульпу диаметром до 24 мм с открытой шейкой, диаметр которой равен диаметру основной трубки. В нижней части формируют или припаивают отдельно заготовленный резервуар заданного объема. Общая длина — 185 мм. Изделие подлежит отжигу. Изготовление корпуса для спиртомера (рис. 87). В качестве заготовки берут трубку диаметром 6-8 мм, длиной 325 мм. В нижней части трубки после разогревания раздувают грушевидный баллон диаметром 27 мм. Изготовление пипетки без делений (рис.88). Изготавливают из трубок диаметром 3-8 мм. Вместимость пипетки самая различная — 0,5-100 мл; высота — 280-600 мм. |
|
|
В верхней части трубки, после нагревания раздувают баллон нужной емкости. Изготовление соединительных трубок. В лабораторной практике часто встречается необходимость иметь соединительные трубки, спаянные перпендикулярно и под различными углами (рис.89). В качестве заготовок служат трубки диаметром 5-10 мм, длина отростка — 25-75 мм. Спаивание проводят по способу тройникового спая (см. рис.67). Изготовление химической воронки (рис.90). Химические воронки изготавливают с помощью развертки. В качестве заготовок берут толстостенные трубки с толщиной стенок 1,5-3,5 мм, длиной 35-175 мм и диаметром 6-30 мм в зависимости от вместимости (35, 45, 55, 70, 100, 150, 200, 250, 300 мм). После нагревания одного из концов трубки производят развертывание до получения нужного угла. Предохранительные воронки ровные и с петлевым коленом (рис.91) изготавливают из трубок диаметром 5-7 мм, толщиной стенок 1,0-2,0 мм. Верхний резервуар (диаметром 40 мм) получают при помощи фасонной развертки. Петлевое колено (высотой в 100 мм) изготавливают путем нагревания и изгиба. Общая высота воронки — 300 мм. |
|
|